- What is Lean Manufacturing?
What is Lean Manufacturing?
Lean Manufacturing is an epithet for『Toyota Production System』
History and philosophy of the Toyota Production System
『Jidoka』
Inventor :Sakichi Toyota Toyota Industries Corporation in 1924
“Automation with a Human Element ”
At Toyota this usually means that if an abnormal situation arises the machine stops and
the worker will stop the production line.
『JUST IN TIME』
Kiichiro Toyota (Toyota Motor Corporation founder)
AA passenger car production starts in 1936

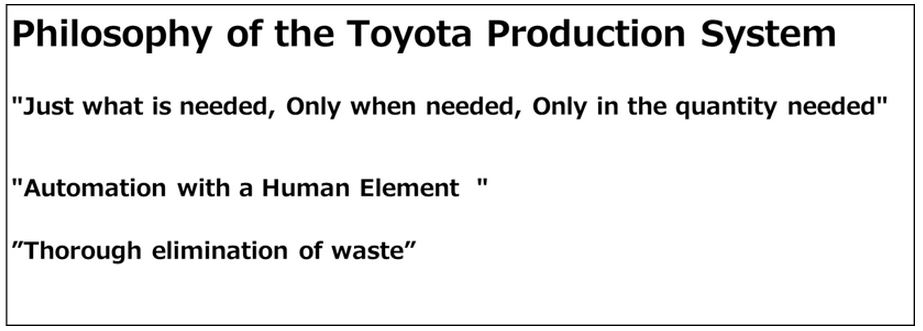
“Just what is needed, Only when needed, Only in the quantity needed”
『TPS method』
Taiichi Ohno (Toyota Former vice president)
The introduction of the Toyota Production System in 1942
”Thorough elimination of waste”
Philosophy of the Toyota Production System
It is not only because there were mere production control tools, such as “Kamban”
and “Andon”, that Toyota Production System was successful.
Toyota has the culture which improves on the site Then, it succeeded.
It is a result of a small improvement at the Site
———————————————————–
In Ohno’s words:
“We are doomed to failure without a daily destruction of our various preconceptions.”
———————————————————–
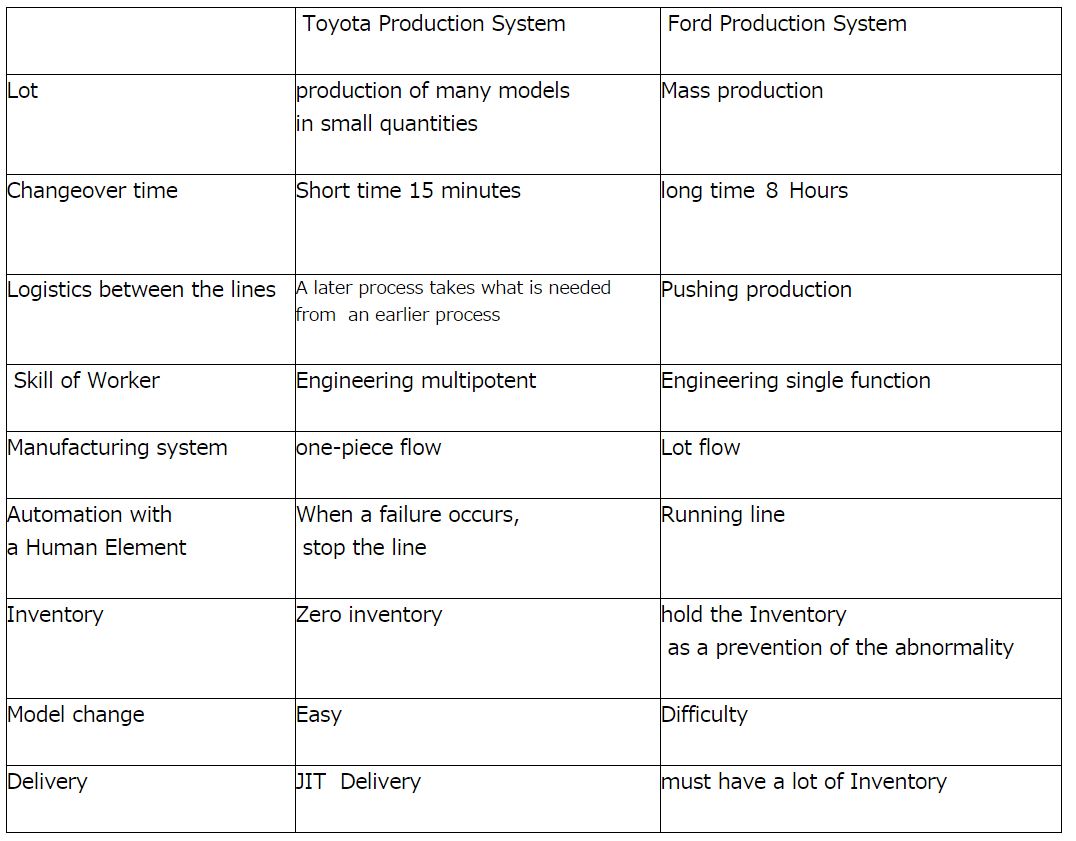
The background that Toyota Production System was born
When the Toyota Group set up an automobile-manufacturing operation in the 1930s,
Sakichi’s son Kiichiro headed the new venture. Kiichiro traveled to the United States
to study Henry Ford’s system in operation. He returned with a strong grasp of Ford’s conveyor system
and an even stronger determination to adapt that system to the small production volumes of the Japanese market.
Kiichiro’s solution was to provide the different processes in the assembly sequence with only the kinds and
quantities of items that they needed and only when they needed them. In his system, each process produced
only the kinds and quantities of items that the next process in the sequence needed and only when it needed them.
Production and transport took place simultaneously and synchronously throughout the production sequence
— inside and between all the processes. Kiichiro thus laid the groundwork for just-in-time production,
and he gets credit for coining the term “just in time.”
Taiichi Ohno
The man who did the most to structure the Toyota Production System as an integrated framework was Taiichi Ohno.
In the late 1940s, Ohno — who later became an executive vice president at Toyota — was in charge of a machining shop.
He experimented with various ways of setting up the equipment to produce needed items in a timely manner.
But he got a whole new perspective on just-in-time production when he visited the United States in 1956.
Ohno went to the United States to visit automobile plants, but his most important U.S. discovery was the supermarket.
Japan did not have many self-service stores yet, and Ohno was impressed.
He marveled at the way customers chose exactly what they wanted and in the quantities that they wanted.
Ohno admired the way the supermarkets supplied merchandise in a simple, efficient, and timely manner.
In later years, Ohno often described his production system in terms of the American supermarket.
Each production line arrayed its diverse output for the following line to choose from,
like merchandise on supermarket shelves. Each line became the customer for the preceding line.
And each line became a supermarket for the following line. The following line would come and choose the items
it needed and only those items. The preceding line would produce only the replacement items for the ones
that the following line had selected.
There is in human nature to want to maintain a “successful systems”
If you do not continue to innovate technologies and systems, you can not respond to changing market
Eventually perish
Toyota Production System is constantly changing as creatures
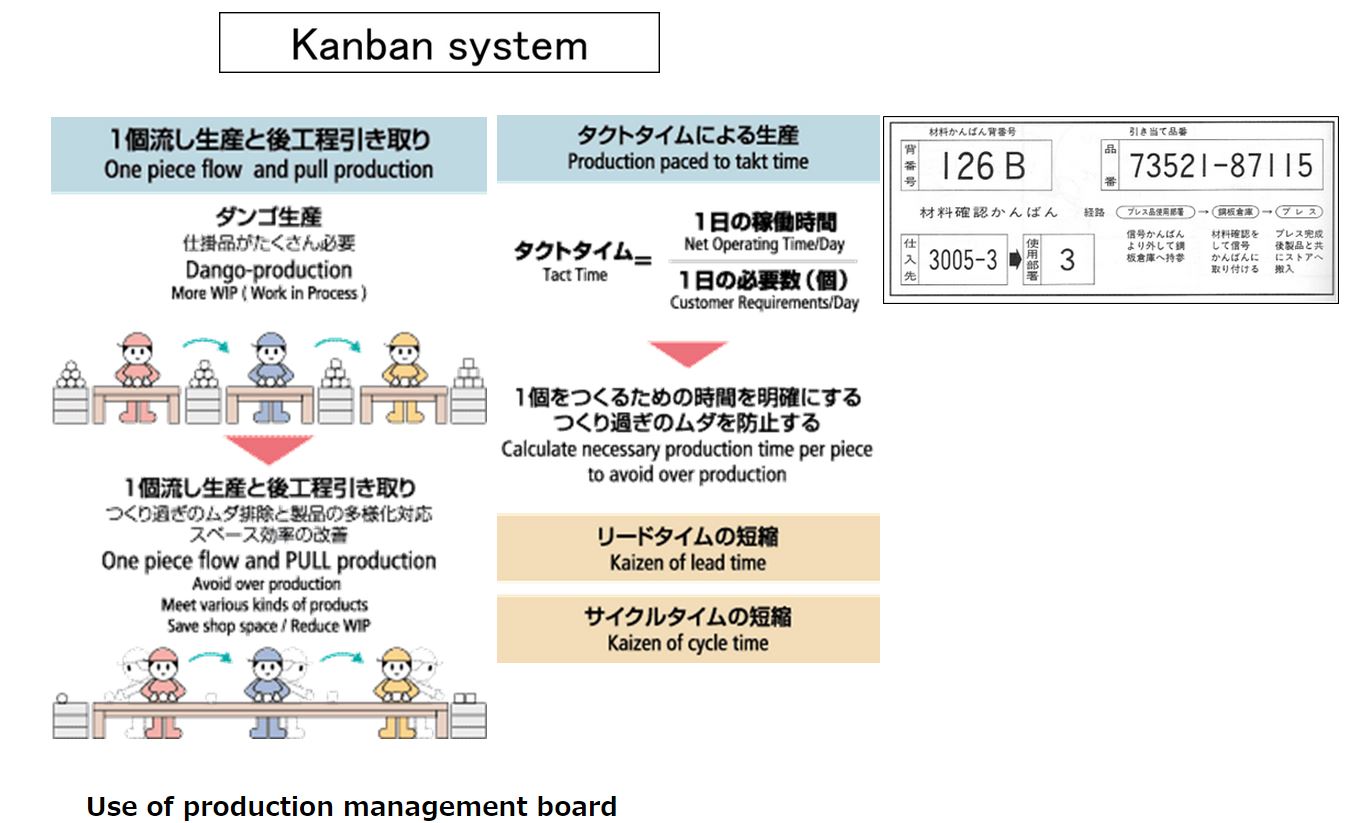
Kanban system
Kanban (literally signboard or billboard) is a scheduling system for leanand just-in-time (JIT) production.
Kanban is a system to control the logistical chain from a production point of view, and is not an inventory control system.
Kanban was developed byTaiichi Ohno, at Toyota, to find a system to improve and maintain a high level of production.
Kanban is one method through which JIT is achieved.
Kanban became an effective tool in support of running a production system as a whole, and it proved to be an excellent way
for promoting improvement. Problem areas were highlighted by reducing the number of kanban in circulation.
In the late 1940s, Toyota started studying supermarkets with the idea of applying store and shelf-stocking techniques to the factory floor.
In a supermarket, customers obtain the required quantity at the required time, no more and no less. Furthermore,
the supermarket stocks only what it expects to sell within a given time frame, and customers take only what they need,
since future supply is assured. This observation led Toyota to view a process as being a customer of one or more preceding processes,
and the preceding processes are viewed as a kind of store. The customer “process” goes to the store to obtain required components
which in turn causes the store to restock. Originally, as in supermarkets, signboards were used to guide “shopping
processes to specific shopping locations within the store.
A Kanban system, when combined with unique scheduling tools, can dramatically reduce inventory levels,
increase inventory turnover, enhance supplier/customer relationships and improve the accuracy of manufacturing schedules.
Kanban aligns inventory levels with actual consumption; a signal is sent to produce and deliver a new shipment
when material is consumed. These signals are tracked through the replenishment cycle, bringing visibility to both the supplier
and the buyer.
Kanban uses the rate of demand to control the rate of production, passing demand from the end customer up through
the chain of customer-store processes. In 1953, Toyota applied this logic in their main plant machine shop.
Toyota’s six rules
Do not send defective products to the subsequent process
The subsequent process withdraws only what is needed
Produce only the exact quantity withdrawn by the subsequent process
Level the production
Kanban is a means of fine tuning
Stabilize and rationalize the process *quote a passage from Wikipedia
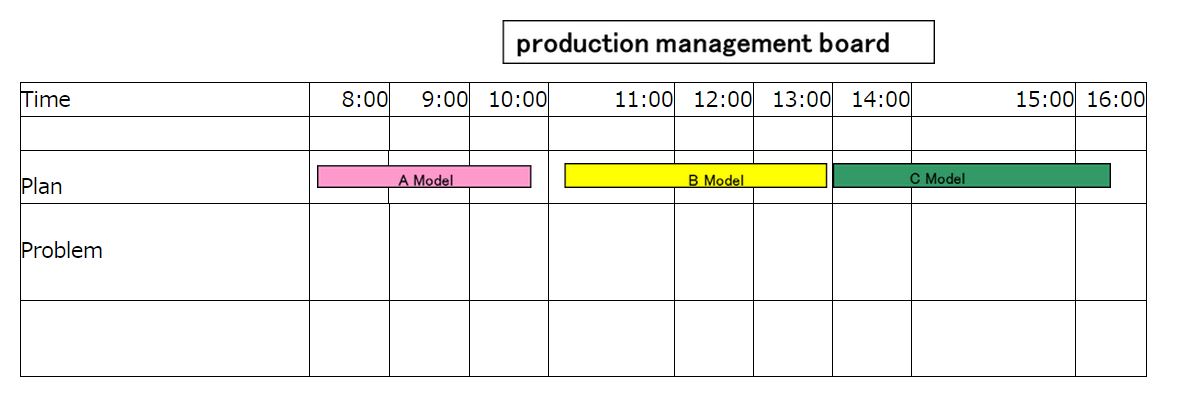
you can understand production condition & quality condition at first sight when you see production management board
Items written on the blackboard
①The number of planning of production
②The number of actual production
③The number of the differences of a plan and a actual
④Cause of Fast and delay
Jidoka ” Automation with a Human Element”
Jidoka
— Highlighting/visualization of problems —
-Quality must be built in during the manufacturing process!-
If equipment malfunction or a defective part is discovered, the affected machine automatically stops,
and operators cease production and correct the problem.
For the Just-in-Time system to function, all of the parts that are made and supplied must meet predetermined quality standards.
This is achieved through jidoka.
1. Jidoka means that a machine safely stops when the normal processing is completed. It also means that, should a quality /
equipment problem arise, the machine detects the problem on its own and stops, preventing defective products from being produced.
As a result, only products satisfying quality standards will be passed on to the following processes on the production line.
2. Since a machine automatically stops when processing is completed or when a problem arises and is communicated via the “andon”
(problem display board), operators can confidently continue performing work at another machine, as well as easily identify
the problem’s cause to prevent its recurrence. This means that each operator can be in charge of many machines,
resulting in higher productivity, while continuous improvements lead to greater processing capacity.
*quote a passage from Wikipedia
Andon
Andon is a manufacturing term referring to a system to notify management, maintenance, and other workers of a quality or process problem.
The centrepiece is a signboard incorporating signal lights to indicate which workstation has the problem.
The alert can be activated manually by a worker using a pullcord or button, or may be activated automatically by the production
equipment itself.
The system may include a means to stop production so the issue can be corrected.
Some modern alert systems incorporate audio alarms, text, or other displays.
An Andon system is one of the principal elements of the Jidoka quality-control method pioneered by Toyota as part of theToyota
Production System
and therefore now part of the Lean approach. It gives the worker the ability, and moreover the empowerment, to stop production
when a defect is found, and immediately call for assistance.
Common reasons for manual activation of the Andon are part shortage, defect created or found, tool malfunction, or the existence
of a safety problem.
Work is stopped until a solution has been found. The alerts may be logged to a database so that they can be studied as part of
a continuous-improvement program.
The system typically indicates where the alert was generated, and may also provide a description of the trouble.
Modern Andon systems can include text, graphics, or audio elements. Audio alerts may be done with coded tones,
music with different tunes corresponding to the various alerts, or pre-recorded verbal messages.
Usage of the word originated within Japanese manufacturing companies, and in English is a loanword from a Japanese word
for a paper lantern.
*quote a passage from Wikipedia
5-Why Analysis
The 5-Why analysis method is used to move past symptoms and understand the true root cause of a problem.
It is said that only by asking “Why?” five times, successively, can you delve into a problem deeply enough to understand
the ultimate root cause.
By the time you get to the 4th or 5th why, you will likely be looking squarely at management practices.
This methodology is closely related to the Cause & Effect (Fishbone) diagram, and can be used to complement the analysis
necessary to complete a Cause & Effect diagram.
Here is a real world example from a kitchen range manufacturer:
Symptom:There is too much work in process inventory, yet we never seem to have the right parts.
Why?
Symptom:The enameling process is unpredictable, and the press room does not respond quickly enough.
Why?
Symptom:It takes them too long to make a changeover between parts, so the lot sizes are too big, and often the wrong parts.
Why?
Symptom:Many of the stamping dies make several different parts, and must be reconfigured in the tool room between runs,
which takes as long as eight hours.
Why?
Symptom:The original project management team had cost overruns on the building site work,
so they skimped on the number of dies – they traded dedicated dies and small lot sizes for high work-in-process
(which was not measured by their project budget).
Why?

*quote a passage from Wikipedia
Elimination of waste
It is important to cherish Goods
Muda is a Japanese word meaning “futility; uselessness; idleness; superfluity; waste; wastage; wastefulness”,
and is a key concept in the Toyota Production System (TPS) as one of the three types of waste (muda, mura, muri).
Waste reduction is an effective way to increase profitability. Toyota merely picked up these three words beginning
with the prefix mu-, which in Japan are widely recognized as a reference to a product improvement program or campaign.
A process adds value by producing goods or providing a service that a customer will pay for.
A process consumes resources and waste occurs when more resources are consumed than are necessary to produce
the goods or provide the service that the customer actually wants.
The attitudes and tools of the TPS heighten awareness and give whole new perspectives on identifying waste
and therefore the unexploited opportunities associated with reducing waste.
Muda has been given much greater attention as waste than the other two which means that whilst many Lean
practitioners have learned to see muda they fail to see in the same prominence the wastes of mura (unevenness)
and muri (overburden). Thus whilst they are focused on getting their process under control they do not give enough time
to process improvement by redesign.
The seven wastes
①Waste in transportation
Each time a product is moved it stands the risk of being damaged, lost, delaye
as well as being a cost for no added value. to the product that the consumer
is willing to pay for.Transportation does not make any transformation

②Waste of Inventory
Inventory, be it in the form of raw materials, work-in-progress (WIP), or finished good
represents a capital outlay that has not yet produced an income either by the producer
or for the consumer. Any of these three items not being actively processed to add value
③Waste of Motion
In contrast to transportation, which refers to damage to products and transaction costs
with moving them, motion refers to the damage that the production process inflicts on
that creates the product, either over timeand/or injure workers).
(wear and tear for equipment and repetitive stress injuries for workers) or during disc
(accidents that damage equipment

④Waste of Waiting

Whenever goods are not in transport or being processed, they are waiting.
In traditional processes, a large part of an individual product’s life is spent wait
to be worked on.
⑤Over-processing

Over-processing occurs any time more work is done on a piece than what is
required by the customer. This also includes using tools that are more precise,
complex, or expensive than absolutely required.
⑥Over-production

Overproduction occurs when more product is produced than is required at that time by your customers.
One common practice that leads to this muda is the production of large batches, as often consumer
needs change over the long times large batches require. Overproduction is considered the worst muda
because it hides and/or generates all the others. Overproduction leads to excess inventory, which then
requires the expenditure of resources on storage space and preservati
⑦Waste of making defective products
Whenever defects occur, extra costs are incurred reworking the part, rescheduling production, etc.

*quote a passage from Wikipedia
References: