




















はじめに
「なぜ、うちのチームは思うように成果が出ないのか?」「忙しく働いているのに、なぜ生産性が上がらないのか?」――そんな疑問を抱いたことはありませんか?
その答えは、もしかすると“ボトルネック”にあるかもしれません。ボトルネックとは、業務の流れを滞らせている「制約(制限)」のこと。この制約に注目するのが、TOC(制約条件の理論)です。
本記事では、初心者にもわかりやすくTOCの基本と、ボトルネックを効率よく発見する具体的な方法を徹底解説します。
*AI ChatGPTを活用してのボトルネック発見法については下記の記事が参考になります。
関連記事:AI ChatGPTでボトルネックを最速発見!!

TOC(制約条件の理論)とは?
TOCの基本定義
TOC(Theory of Constraints)は、エリヤフ・ゴールドラットが提唱した「業務のパフォーマンスを決める最も重要な制約に着目し、それを改善することで全体最適を図る理論」です。
ボトルネックと制約の違い
- 制約(Constraint):全体の成果を制限している要因(物理的・非物理的問わず)
- ボトルネック(Bottleneck):制約のうち、プロセスの中で物理的に滞りが生じている箇所
ボトルネックは、制約の一形態ですが、全体に与える影響は非常に大きいため、特に注目されます。
Five Focusing Steps(5つの重点ステップ)
TOCでは、次の5ステップに従って改善を行います:
- 制約を特定する(Identify)
- 制約を最大限活用する(Exploit)
- 他を制約に従わせる(Subordinate)
- 制約の能力を引き上げる(Elevate)
- 新たな制約を探す(Return to Step 1)
ボトルネックを効率よく発見する方法
1. 作業滞留・WIP(Work In Process)の可視化
ボトルネックの多くは、作業の“滞留”として現れます。具体的には、ある工程だけ作業が溜まり続けていたり、完了までに異常に時間がかかっていたりする箇所です。
チェックポイント:
- 特定工程だけ、未処理の仕事が積み上がっている
- 作業完了までの平均リードタイムが長い
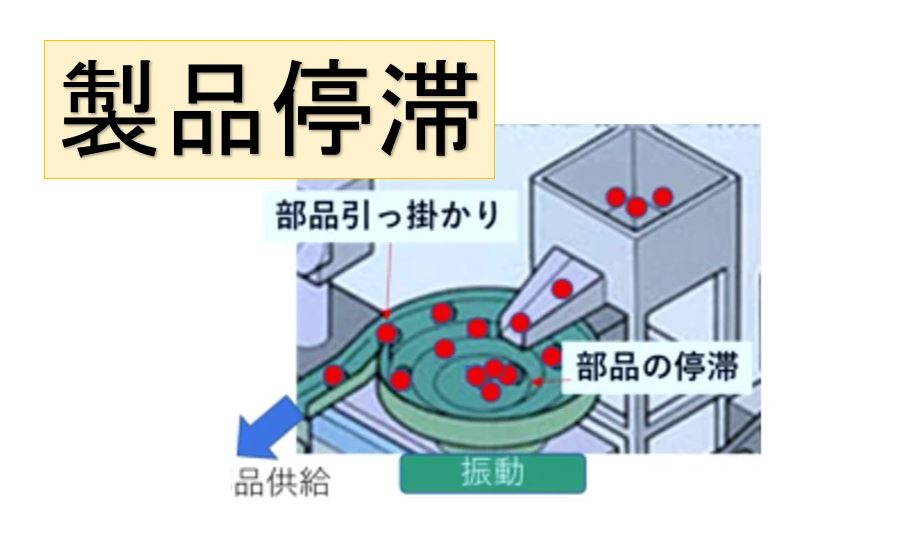
製品の滞留
2. スループットと稼働率の分析
スループット(一定期間に処理できる量)が最も低く、稼働率が高い工程は、しばしばボトルネックです。稼働率が100%近いのに出力が上がらない場合、制約である可能性が高いです。
チェックポイント:
- その工程だけ常にフル稼働
- 他工程より処理件数が極端に少ない
3. バリューストリームマッピング(VSM)で全体を俯瞰
VSM(Value Stream Mapping)では、プロセス全体の価値の流れを視覚化します。これにより、どこで価値が停滞しているか、時間が無駄になっているかを一目で確認できます。
バリューストリームマッピングとは何なのでしょうか?
これは、製品を顧客に提供するために必要な材料と情報の流れを分析、設計、管理するためのリーン生産方式の手法です。
バリューストリームマッピングの定義としては、『特定の製品(製品ファミリー)の原材料が加工されて顧客の手に渡るまでの全工程の経路と、各工程がどこからの指示で実施されるのかを示したもの』であると言うことが出来ます。
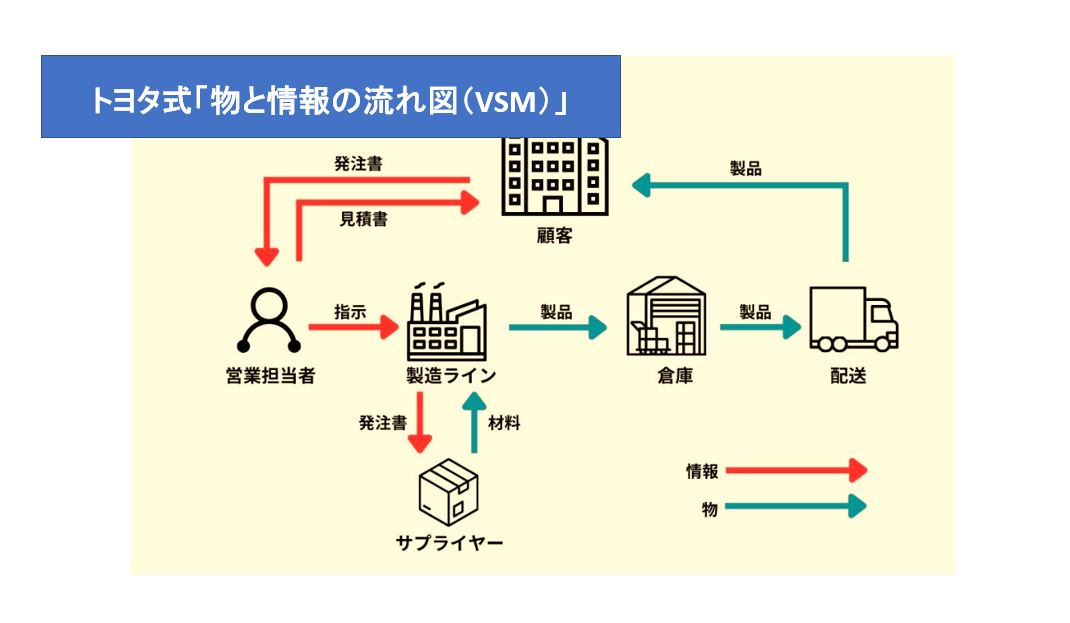
トヨタ式「物と情報の流れ図(VSM)」
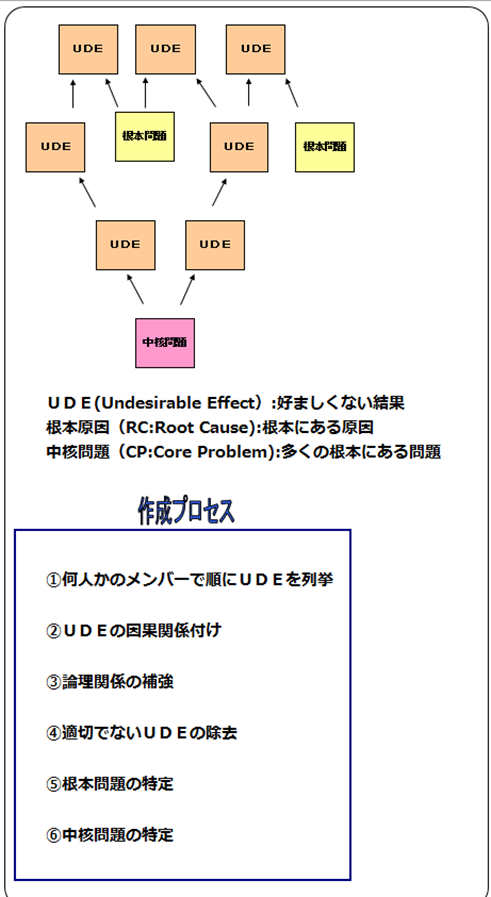
4. Current Reality Tree(現実ツリー)の活用
TOCの思考プロセスの1つである「現実ツリー」は、複数の問題の因果関係を分析し、根本的なボトルネック(制約)を突き止めるのに有効です。
関連記事:問題構造ツリー

第3章:ボトルネックを”効率よく”発見するコツ
1. 真のボトルネックは1つだけ原則
TOCでは「同時に複数の制約があることはない」とされています。つまり、最も影響の大きい制約1つに集中することで、全体の改善が最大化されます。
2. Shifting Bottleneck Heuristic(動的職場の特定手法)
これは複雑な環境(多品種小ロットなど)で有効な考え方で、時間とともに変動するボトルネックを動的に特定して管理します。製造現場やIT開発など変動の多い領域で使われます。
3. ダッシュボードやKPI可視化の活用
リアルタイムで稼働率・スループットを可視化するダッシュボードを使えば、ボトルネックを“見える化”できます。日・週・月単位での傾向分析がポイントです。
4. LeanやSix Sigmaとの併用
Leanでのムダ排除、Six Sigmaでの品質・ばらつき改善と組み合わせれば、TOCの効果が倍増します。とくにDMAIC(Define, Measure, Analyze, Improve, Control)のAnalyzeステージがTOCと親和性高。
第4章:発見後のアクションの流れ
ステップ1:制約を最大限活用する(Exploit)
発見したボトルネックは、まず現状のまま最大限活用できるかを確認します。具体的には:
- ボトルネック工程の作業停止時間を削減する
- 優先順位を明確にして、最重要業務から処理する
- 機器のメンテナンスを最適化して稼働率を確保する
ステップ2:他の工程を制約に従わせる(Subordinate)
非制約工程(ボトルネック以外)に過剰な作業をさせるとWIPが増加してしまいます。そこで:
- ボトルネックに合わせて生産計画を調整する
- ボトルネックの処理能力に応じて作業を供給する
この調整により、全体の流れがスムーズになります。
ステップ3:制約の能力を引き上げる(Elevate)
制約を本質的に改善する段階です。
- 人員増加や追加設備の導入
- 外注化による負荷軽減
- 自動化・効率化ツールの導入
費用対効果を見極めつつ、制約の解消を目指します。
ステップ4:改善を継続する(Return to Step 1)
ボトルネックが解消されると、新たな制約が別の箇所に現れます。TOCの改善は一回で終わりではなく、継続的に繰り返すことが必要です。
関連記事:改善の5ステップ
第5章:事例紹介と応用領域
製造業におけるTOC活用事例
ある中小製造業では、工程内の組立ラインが恒常的に遅延していました。現場観察とWIPの測定から、出荷直前の検査工程がボトルネックであることを特定。その後:
- 検査工程の作業順序を再編成
- ボトルネック工程専用の人員を追加配置
これにより、出荷遅延率が60%から10%以下に改善しました。
IT業界・開発チームでの活用
あるWeb開発企業では、リリース遅延が続いていました。プロセス分析の結果、コードレビューの遅れが最大のボトルネックであると判明。
- レビュー担当者を固定せず、全員が対応できる体制に
- チケット単位でレビュー待ち時間を可視化
結果として、平均リードタイムが30%短縮されました。
サービス業における応用
飲食チェーン店では、ピークタイムの注文処理遅延が問題に。調査の結果、調理工程よりも“注文受付”がボトルネックであると判明。
- モバイルオーダー導入で受付業務を分散
- 注文画面UIの最適化
これにより、ピーク時の客離れが半減しました。
第6章:初心者向けQ&Aとよくある課題への対応
Q1. 一見すると全体が詰まって見えるが、本当のボトルネックはどこ?
→ 現場の“体感”ではなく、WIP量・稼働率・リードタイムの「数値」で判断しましょう。一番遅れている部分が制約とは限りません。
Q2. ボトルネックが変化することはある?
→ あります。改善後に別の工程が新たなボトルネックになることはTOCで想定済み。その都度「Five Focusing Steps」を回して最適化します。
Q3. 非物理的な制約にはどう対応すればいい?
→ 組織のルール、文化、マネジメント層の意思決定なども制約になります。これらは「ポリシー制約」と呼ばれ、TOC思考プロセス(UDEやCRT)で可視化して解消策を考えます。
Q4. メンバーの理解が得られないときは?
→ TOCの基本理論と効果を、事例を交えて丁寧に共有しましょう。目に見える数値・可視化ツールが説得材料になります。
Q5. 一時的な障害と恒久的な制約の見分け方は?
→ 一時的な障害(例:スタッフ欠員、天候トラブル)は時間で回復します。恒久的制約は、繰り返し発生し、改善しない限り継続的に問題を引き起こします。
コメント