





















- c管理図 count control chart 【イラスト図解】
c管理図 count control chart 【イラスト図解】
英語:count control chart 中国語:c 控制图
cは”count”であり、カウント、数を数える意味。
c管理図とは
欠点を発生する可能性のあるひろがり(空間的,時間的)が一定の製品中の欠点数,たとえば一定の大きさの鉄板のきずの数,一定の大きさの織物の織むら,一定の長さの電線の表面きずなどで工程を管理する場合に用いる。
品物1個中の欠点数が少ない場合には,一定個数の品物の中の欠点数を用いてもよい、一定期間中に発生した故障件数,事故件数などを管理する場合にも応用できる。
例えば直径30cmの円盤上のキズの個数など、円盤のサイズは同じでその中の欠点数を管理する様な場合に適しています。
c管理図の作り方
データのとり方
一定の大きさのサンプルを少くとも約20~25群とり,各群中の欠点数Cを調べる。サンプルの大きさは,だいたい平均としてサンプル中1~5個位の欠点数が含まれるようにする。
c管理図 管理線の計算
管理図に記入したデータについて管理線を計算する。
中心線 cbar=∑c/k
ここに ∑c:欠点数の総和
k=群の数
管理限界線は次の公式で計算する。
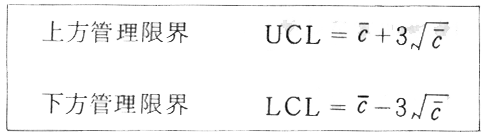
計算のけた数は小数点以下1けたまで求めておく。
備考:LCLは計算の結果負になることがあるが,この場合にはLCLは考えない。
c管理図 CL,UCLとLCLを記入
管理図用紙を用意し,求めたcの値を打点記入する。
さらに管理線を記入する。中心線の値を実線で,UCLとLCLの値を破線で記入し数値を付記する。
管理状態 確認
c管理図の状態に問題がないか確認し、異常があった場合、すぐに原因を究明する。
c管理図 事例
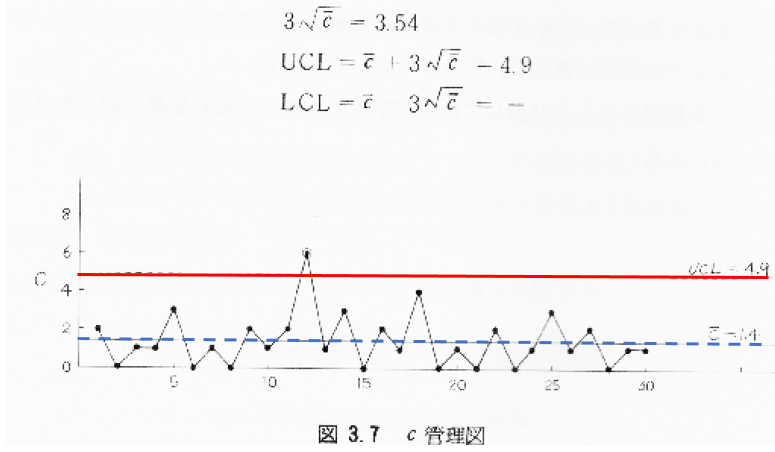
建材としての規格サイズで,大きさ一定のパネル板の欠点数をとりあげて,この工程を管理するための管理図を作成した。データ および管理図は表3.7,図3.7のとおりである。
管理限界からとび出している点があり,この工程は管理状態にあるとはいえない。
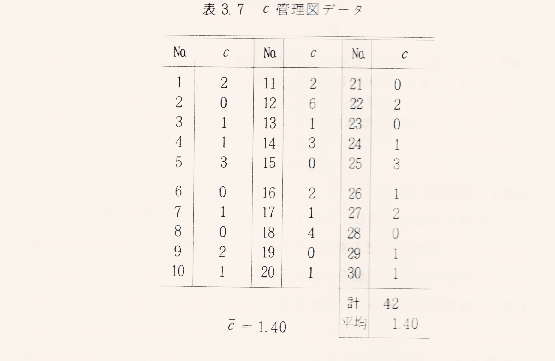
c管理図-事例-データー
c管理図とu管理図の違い
c管理図では欠点を検査する範囲、長さ・面積・量などが一定でなければなりません。 一方u管理図では欠点率を利用するため、群の大きさが一定でなくてもOKです。
つまり、c管理図との違いは、欠点数ではなく、大きさnの試料における欠点数の平均値=欠点率を使う点です。
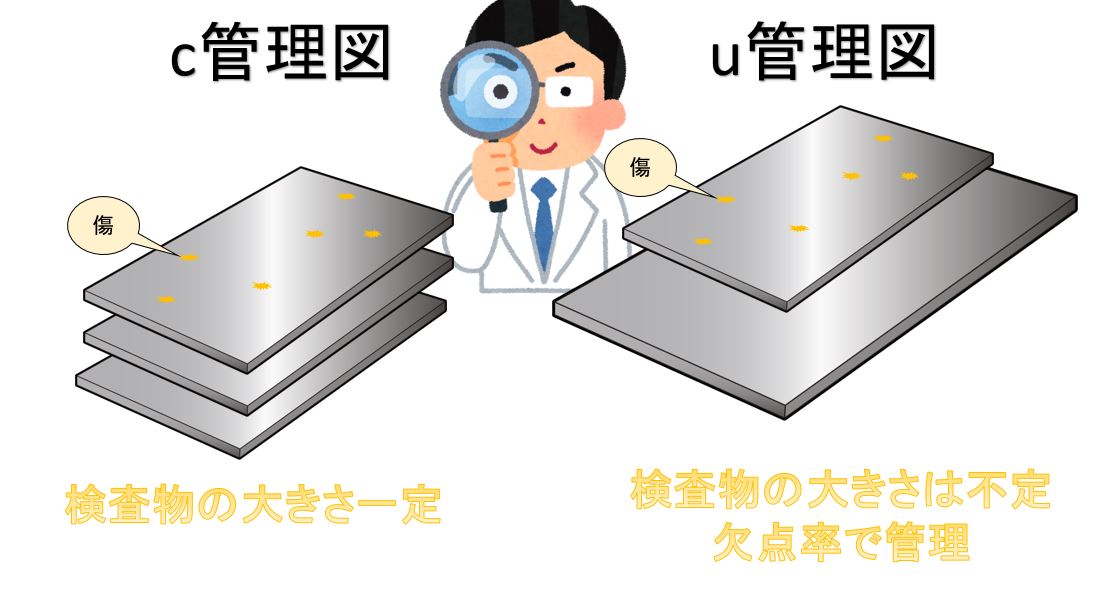
c管理図とu管理図の違い
c管理図とnp管理図 違い
c管理図では欠点を検査する範囲、長さ・面積・量などが一定でなければなりません。
一方、nP管理図では検査サンプル数を一定にして、不適合品数(np)で管理します。
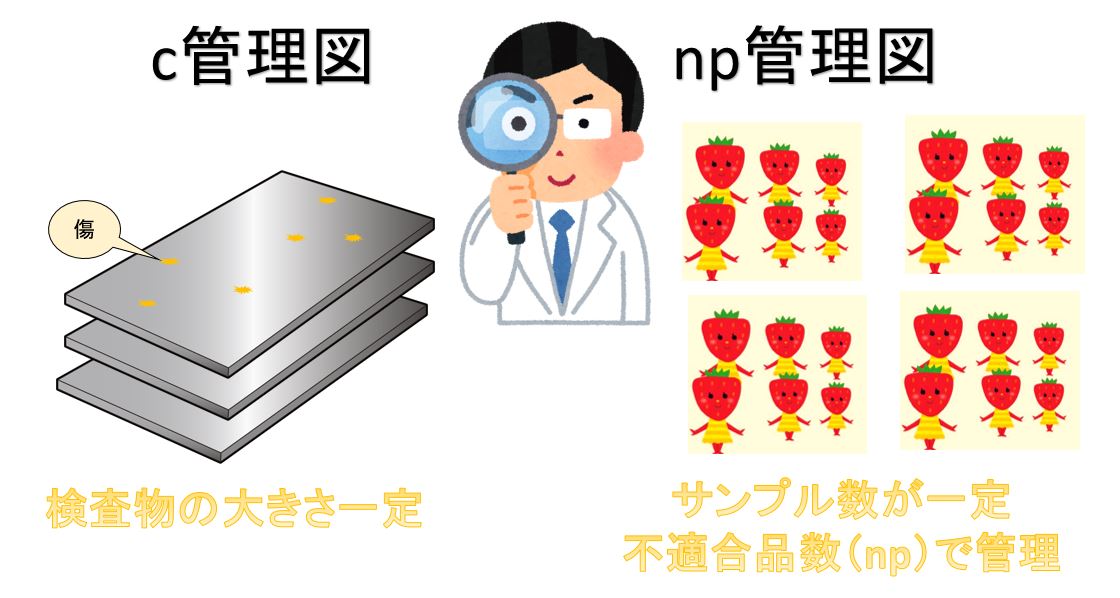
c管理図とnp管理図 違い