





















- p管理図 p control chart 【イラスト図解】
p管理図 p control chart 【イラスト図解】
英語:p control chart 中国語:p控制图
p管理図の「p」は、Proportion control chartの頭文字をとったものといわれています。
Proportionは)割合, 比(率)の意味。
p管理図とは
p管理図は工程を不良率pによって管理する場合に用いる。サンプルの大きさは必ずしも一定でなくてよい。作り方はpn管理図とほぽ同様であるが,ただ管理限界の計算式が若干異なりサンプルの大きさが異なるときはnによって限界の幅が変る。
割り合いや比率を管理するため、検査個数が一定でない場合でも対応できます。たとえば、不良個数では管理できない場合などに用いられ、ロットごとに不良率を求め管理限界線とともにグラフに記載します。時間の経過に伴う工程の安定性を監視することができるため、工程の不安定性の原因を特定し、是正することができます。
p管理図 作り方
データのとり方
だいたい平均としてサンプル中に1~5個位の不良個数が含まれるような大きさのサンプルを少くとも約20~25群とり測定検査して不良個数をしらべる。
pの計算
各群ごとの不良率pを計算する。これを一般式で表わすと
p=pn/n
ここに pn:サンプル中の不良個数
n:一群のサンプルの大きさ
備考: 管理図は,不良率をパーセントで表わしても,あるいは小数のまま用い
ても,いずれでもよい。
p管理線の計算
管理図に記入したデータについて,管理線を計算する。
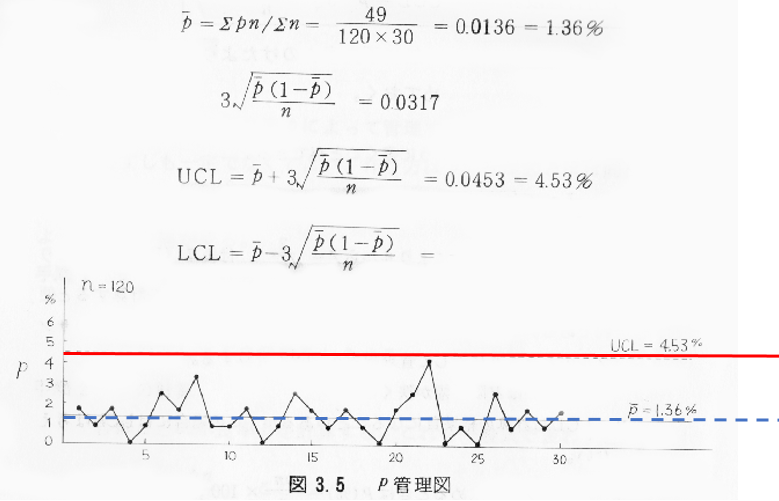
中心線 pbar=∑pn/∑n
ここに∑pn:不良個数の総和
∑n:検査個数の総和
備考:ここで求める中心線は,各群の不良率の算術平均ではない。
管理限界は,次の公式によって計算する。
一般に不良率pのけたよりも1けた下まで求めておく。
p管理図用紙に記入
p管理図用紙を用意し,もとめたpの値を打点記入する。
さらに管理線を記入する。中心線βの値を実線で,UCLとLCLを破線で記入し数値を付記する。
サンプルの人きさが群ごとに違う場合は,記人した限界線は中心線に対して凸凹となる。
p管理状態 確認
p管理図の状態に問題がないか確認し、異常があった場合、すぐに原因を究明する。
p管理図事例
表3.4のデータでp管理図を作ると下図のようになる。
p管理図とnp管理図の違い
例として工場で毎日100個の製品を生産しており、不良品が1日に平均5個発生しており、全数検査して不良品を取り除くことにより対策しているが機械の故障や不調等を事前に把握して管理したい場合、np管理図を使用します。
np管理図では事前に異常と推測される境界値を設定し、この境界値を越えた場合には工程が異常と判断してラインを停止して、原因を調査し、不良品の大量発生を速やかに防止できます。
それに対して工場では毎日50個~200個程度の製品を生産しており、不良品が平均5%発生しており、全数検査して不良品を取り除くことにより対処している場合に用いるのがP管理図です。
毎日同じ個数の製品を生産しているならnP管理図、そうでないなら不良率で管理できるP管理図を用います。
関連用語:np管理図