





















はじめに:なぜ「微粒子ゴミ&異物」が問題になるのか
微粒子ゴミ(微小異物)は、製品の外観・寸法・機能・信頼性に影響を与える“見えにくい不良要因”です。特に5~50μmの粒子は、塗装のブツ、シール部のリーク、光学面の点欠陥、可動部のかじり、SMT(実装)不良の起点などになりやすく、歩留まりや客先クレームに直結します。発生は「擦れる・剥がれる・割れる・飛ぶ・付く」の5現象に集約でき、静電気と気流がそれを増幅します。**“出さない・舞わせない・付けない・閉じ込める・測る”**が基本原則です。
微粒子の基礎と動き方(最小限の物理)
- スケール感:髪の毛 ≒ 70–100μm。10μm以下は肉眼で判別困難。製品のクリアランスや膜厚と同等になると致命傷になりやすい。
- 動き:大粒は落下しますが、10μm未満は沈みにくく、気流・対流・人の動きで容易に舞い上がる。
- 付着:乾燥・樹脂摩擦で帯電した表面には静電吸着。一度付くと剝がれにくく再付着もしやすい。
- 対処の勘所:強ブローで「飛ばす」より、**イオン中和+吸う(局所排気)**の“吸う>飛ばす”が効きます。
異物どこから来る?(発生源の型で考える)
発生源は「人・物・設備・環境・エネルギー」に分けると漏れが少ない。
- 人:衣服繊維、皮膚・髪、紙の毛羽、歩行の舞い上げ
- 物(材料・治工具・梱包):紙粉、トレイ擦れ、樹脂バリ、緩衝材の屑
- 設備:ベルトやローラの摩耗粉、チェーン・ギアの磨耗、潤滑スラッジ
- 環境:床・棚の堆積塵、空調ダクト内の堆積、劣化フィルタ
- エネルギー:圧縮空気の吹き出し、乱れた気流、静電気による吸着
コツは「擦れる・剥がれる・割れる・飛ぶ・付く」を探すこと。
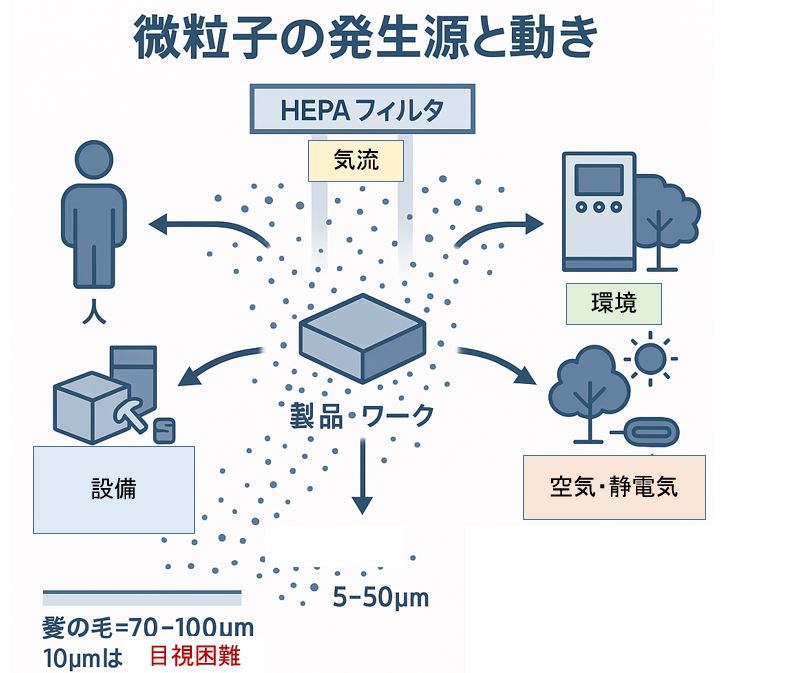
微粒子の動きと発生源
工場内での微粒子ゴミ管理基準
管理基準の枠組み
微粒子管理は大きく2つのレベルに分かれます。
-
一般製造業レベル(食品・樹脂成形・組立など)
→ 目視やISO 8 相当を目安にした管理 -
高精度製造業レベル(半導体・医薬・光学部品など)
→ ISO 5〜7 クラスを基準に厳格管理
主に参照される規格:
-
ISO 14644-1(国際規格)
-
JIS B 9920(日本規格、ISO準拠)
-
GMP(医薬品製造基準)
-
HACCP(食品衛生管理基準)
空気中微粒子の基準値(ISO 14644-1)
代表的な粒径 0.5 µm の粒子数基準:
| ISOクラス | 許容粒子数(0.5 µm以上 / m³) | 主な用途 |
|---|---|---|
| ISO 5 | 3,520 以下 | 半導体製造、露光工程、HDD製造 |
| ISO 6 | 35,200 以下 | 液晶製造、医薬品無菌工程 |
| ISO 7 | 352,000 以下 | 医薬品充填工程、精密機器組立 |
| ISO 8 | 3,520,000 以下 | 食品製造、樹脂成形工程、一般組立 |
表面・製品の微粒子基準
-
光学・電子部品分野
→ 表面の付着異物:数十個/cm²以下(顕微鏡検査) -
食品・一般製造分野
→ 「目立つ異物がないこと」を基準(目視検査) -
医薬品分野
→ 無菌環境では拭き取り試験や落下菌試験を実施
管理手法の違い
一般製造業向け
-
5S活動を徹底(整理・整頓・清掃・清潔・しつけ)
-
作業者の衛生管理(帽子・マスク・作業着)
-
吸塵掃除機・粘着ローラーで異物除去
-
月1回程度のパーティクル測定
高精度製造業向け
-
HEPA/ULPAフィルタによる空調制御(層流設計)
-
エアシャワー、クリーンウェア着用
-
パーティクルカウンタで常時モニタリング
-
清浄度逸脱時はアラーム → 即改善
-
GMP/HACCP準拠の文書化・トレーサビリティ
モニタリングと管理レベル
-
警告レベル(アラーム値)
→ ISO規格値の70〜80%で設定し、逸脱を未然に検知 -
行動レベル(アクション値)
→ 規格値を超えた場合は原因調査・改善措置を実施
簡単にまとめると以下のようになる。
-
一般工場:ISO 8 相当を目安に、5S+簡易測定で管理
-
精密工場:ISO 5〜7を基準に、空調+常時モニタリングで厳格管理
-
食品・医薬品:HACCP・GMPと組み合わせ、異物混入ゼロを保証
具体的な製造工程での問題点
樹脂成形(射出/押出)
- 典型不良:点状異物、黒点、外観ブツ、流路詰まり。
- 主な発生源:材料搬送ホースの擦れ粉、ペレット粉、離型剤カス、金型内堆積、成形機周辺の紙粉。
- ありがちなミス:成形後に強いエアブローで全体を吹きまくり、周辺の粉を再付着。紙ウエスで金型を擦る。
- 効く打ち手:材料系のダストフィルタ・ホース固定、金型の湿式拭浄+真空吸引、イオンブロー+吸引のセット運用、作業台・トレイの低発塵化。
- 管理指標:成形直後の重要面で**≥10μm個数/10cm²**、黒点不良率(p図)。
切削・研磨・バリ取り
- 典型不良:可動部のかじり、流路・ネジ穴の微粉残留、塗装前ブツ。
- 発生源:切粉・砥粒・砥石ドレッシング粉、乾式清掃の舞い上げ。
- ミス:「手早い乾式エアブロー」で加工粉をライン全体へ拡散。
- 打ち手:加工点局所排気、湿式清掃への置換、封じ込めカバー、工具・砥石の寿命前倒し交換。
- 指標:工程内の空中粒子(≥5.0μm個数/m³)、洗浄後の抽出重量(mg/部品)。
洗浄・乾燥
- 典型不良:乾燥時の再付着、洗浄カス残り、ウォータースポット。
- 発生源:乾燥炉内の堆積粉、搬送ローラ摩耗、洗浄液の劣化スラッジ。
- ミス:乾燥風を過度に強くして乱流化、炉内清掃周期の先送り。
- 打ち手:層流に近づけた風、乾燥炉の定期デスケールと差圧管理、排気近接の搬送。
- 指標:乾燥直後の表面付着粒子(≥10μm/10cm²)、炉の差圧トレンド。
塗装・印刷・コーティング
- 典型不良:ブツ、ピンホール、ダスト起因の塗膜欠陥。
- 発生源:下地粉塵、塗装ブース内の堆積、マスキング紙粉、静電吸着。
- ミス:マスキングテープの乱暴な剥離、ブース開口の開けっぱなし。
- 打ち手:前洗浄→イオン中和→粘着ローラの一連動作、ブース開口の最小化と陰圧、フィルタ差圧監視。
- 指標:塗装前後の**≥10/≥25μm個数**、ブツ不良率のパレート。
貼り合わせ・封止(シール・Oリング・フィルム)
- 典型不良:微小リーク、界面浮き、光学面の点欠陥。
- 発生源:Oリング粉、剥離紙の紙粉、治具の摩耗粉、静電吸着。
- ミス:剥離紙を素早く引き抜き静電気を誘発、貼付直前にエアだけで吹く。
- 打ち手:イオン雰囲気で低速剥離、吸引ノズルの正対、治具材質の低発塵化。
- 指標:界面の**≥10μm個数**、リーク不良率(機能検査)。
光学・精密組立
- 典型不良:レンズ・センサーの点欠陥、可動機構のひっかかり。
- 発生源:作業者由来(繊維・皮膚・髪)、ピンセット・トレイの摩耗粉、紙ラベル。
- ミス:紙類の持込、速い手技、粘着ローラの当てすぎ・当て方不良。
- 打ち手:低発塵ウェア・手袋・ワイパ、層流化ブース、粘着ローラの角度・圧・回数の標準化、紙ラベルの削減(フィルム系へ)。
- 指標:組立エリアの**≥0.5μm/≥5.0μm個数**、外観NG率。
電子部品・基板実装(SMT)
- 典型不良:はんだブリッジ、オープン、コンタミ起点の短絡・腐食。
- 発生源:はんだ粉、基板切断粉、搬送ベルトの摩耗、フラックス残渣。
- ミス:リフロー炉の清掃不十分、基板搬送での強ブロー。
- 打ち手:リフロー炉定期清掃、吸引併用の除塵、ベルト材質・ガイドの当たり出し。
- 指標:炉前後の空中粒子、実装不良率(パターン別パレート)。
包装・出荷
- 典型不良:梱包内のゴミ混入、帯電による再付着。
- 発生源:ダンボール紙粉、緩衝材の粉、袋開封時の帯電。
- ミス:最終除塵から包装までの滞留、開封・封緘を乱暴に実施。
- 打ち手:クリーンパック(最終除塵→即包装)、導電化作業台、イオン下でのゆっくり開閉。
- 指標:最終検査の付着粒子数、出荷時の外観NG率。
測定・見える化(“測れているか”が最優先)
- 空中粒子:パーティクルカウンタで定点・定時。作業点(人の上流側)で測る。
- 表面付着:斜光目視+粘着サンプリング→顕微鏡で**≥5/≥10/≥25μm**をカウント。
- 抽出重量:溶媒/純水で洗い出し→ろ紙→マイクロバランスでmg/部品。
- 成分同定:SEM/EDXで金属・樹脂・紙粉などを特定し源流へ遡及。
- MSA(GR&R):目視・装置とも再現性を確認。
- 管理:個数指標はc図/u図、不良率はp図、サイズ別・工程別のパレートで重点管理。
5S活動との違い(役割と限界、どう連携させるか)
5S(整理・整頓・清掃・清潔・躾)は、ムダの排除・安全・見える化のための“職場の基本文化”をつくる活動です。一方、微粒子管理は製品機能・外観を守るための工学的・計測的な品質管理です。両者は親和性が高いものの、目的・手段・指標が異なります。
- 目的の違い
- 5S:混乱・ムダ・危険の低減、標準作業の定着。
- 微粒子管理:粒径と個数の制御、静電気・気流・封じ込めの設計、製品品質KPIの達成。
- 手段の違い
- 5S:整合のとれたレイアウト、三定管理、清掃サイクル、教育・指差呼称。
- 微粒子管理:イオナイザ・局所排気・HEPA/ULPA・層流化・材質置換・封じ込め板金、粒子のサンプリングと統計管理。
- 指標の違い
- 5S:目視の整頓度、清掃点数、指標は“場の整い度合い”が中心。
- 微粒子管理:≥Xμm個数/面積、≥Yμm個数/体積、抽出重量、外観・機能不良率など定量KPIが中心。
- 限界と連携
- 5Sだけでは、静電吸着や気流、粒径管理は扱い切れません。
- 連携させるには、5Sの「清掃」を**“湿式・吸引中心の微粒子仕様”に再設計し、「整理・整頓」で粉源の区画化・持ち込み資材の低発塵化を進め、「躾」でゆっくり・最短・最小の動作標準と紙類持込の制限**を教育します。
- 監査表に**粒子KPI(≥10μm個数/10cm² 等)**を組み込み、5S×粒子の複合スコアで運用すると現場が動きやすくなります。
即効で効く“基本セット”とKPI
- 基本セット:
- 紙の持込削減(フィルム系ラベル・無塵紙へ)
- イオン中和+吸引(“吸う>飛ばす”)
- 床の湿式清掃(終業後、翌朝は静的除塵)
- フィルタ差圧の見える化(交換基準を数値化)
- 粘着ローラの標準化(角度・圧・回数・交換周期)
- KPI例:
- 表面付着:重要面の**≥10μm ≤10個/10cm²、≥25μm ≤3個/10cm²**
- 空中粒子:工程特性に合わせ**≥0.5μm / ≥5.0μm**の上限値を設定
- 成果:外観ブツ不良率、シールNG率、実装不良率の90日で半減を狙う
90日導入ロードマップ(小さく始めて、素早く定着)
- 1–2週:見える化と仮説
重要工程を選び、表面粒子の仮KPIでサンプリング。外観不良のサイズ別パレートを作成。入室・清掃・エア運用を動画で記録。 - 3–6週:即効改善
**紙削減、イオン+吸引の正対、床湿式化、作業の“ゆっくり・最短・最小”**を標準化。フィルタ差圧を日次記録。 - 7–10週:源流対策
摩耗源の材質置換・当たり出し、封じ込め板金の追加、ブース開口の最小化。乾燥炉・リフロー炉・ダクトの定期清掃をカレンダー化。 - 11–13週:標準化と検証
手順書・チェックリスト・教育動画を整備し、ABテストで効果検証。管理図で警報/停止の二段階基準を確定。
よくある失敗と回避策
- 強ブロー万能主義:空間中へ拡散 → イオン+吸引で局所処理に転換。
- 清掃のドライ偏重:舞い上げを助長 → 湿式・吸引を基本に。
- “HEPAを付けたから安心”:差圧・気流設計がなければ飾りHEPA → 差圧監視とレイアウト最適化。
- 5Sで満足:場は整っても粒子は減らない → 粒径・個数のKPIを併用。
- 教育が座学だけ:手が変わらない → 実技・動画・合否チェックで“体に入れる”。
まとめ:5Sを土台に、工学的・計測的な“微粒子管理”で仕上げる
微粒子混入は、工程の物理(気流・静電気・摩耗)と人の振る舞いが絡み合って起きます。すべてを清掃に頼らず、出さない設計・封じ込め・中和と吸引・定量測定で、原因側と結果側のKPIを二階建て管理に。5Sは現場文化の土台ですが、微粒子対策は工学的・統計的な品質管理であり、両者をつなげて初めて短期の歩留まり改善と長期の安定稼働が実現します。まずは紙削減/イオン+吸引/湿式清掃/差圧見える化/粘着手順の標準化という“基本の5点”から着手し、90日で見える成果を出しましょう。
おすすめBOOK:
コメント