





















5分砂時計の開発 (望目特性) | エクセルによる田口メソッド解析
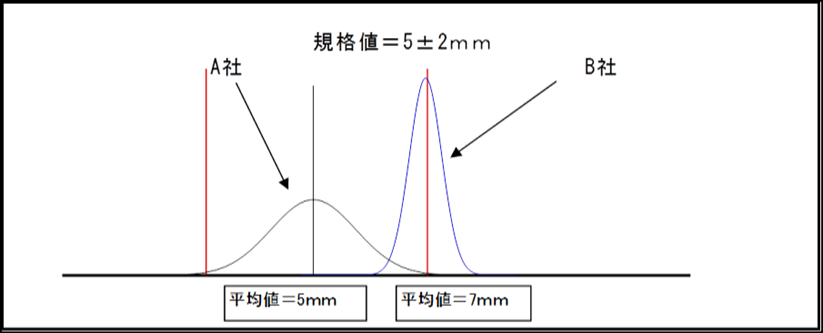
望目特性の事例として5分間砂時計の開発例を記載
(1)砂時計(5分計)開発コンセプト
開発コンセプトとしては
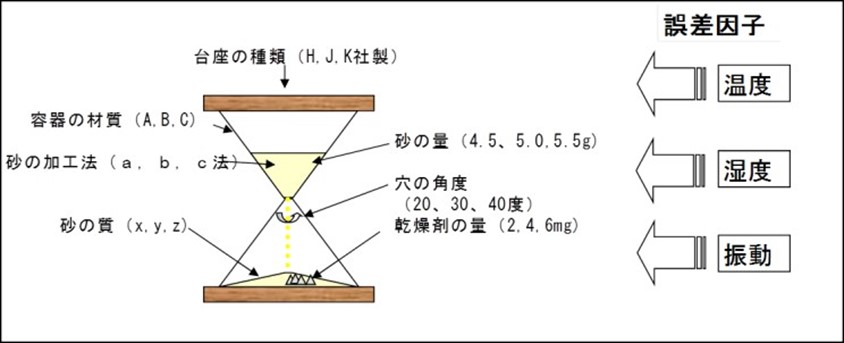
①正確であること *温度、湿度、振動の影響が少ない
②丈夫であること *ショック、振動に強い
③安価であること *開発費用が安い
田口メソッド 改善事例
(2)水準の決定と割付
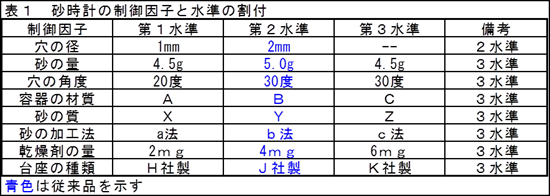
水準の決定と割付

直交表への割り付け
(3)実験の実施とデーターの取得
制御因子をL18直交表に割り付け、誤差因子をL4直交表に割り付けた表を組み合わせる と下記の表が作成できる。
実験回数は72回でOK(全組み合わせの場合は約35000回)

誤差因子をL4直交表に割り付けた表

誤差因子をL4直交表に割り付けた表2
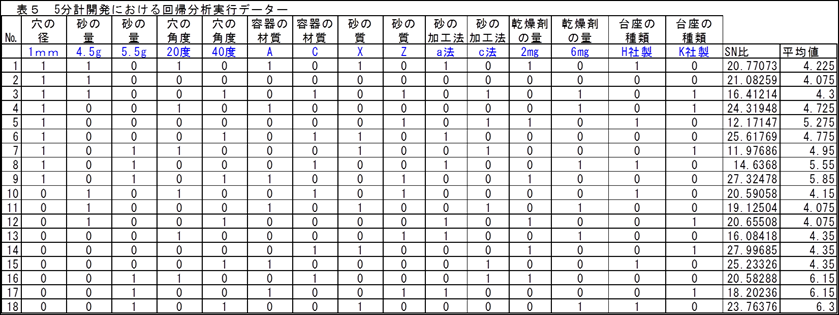
(4)実験データーの解析
表3 5分計開発における実験結果を0,1データー化し、Excelの回帰分析で冗長情報となる 1水準を1列削除し、回帰分析を実施(従来品の水準を削除すると回帰分析実行結果の回帰係数がその まま従来品の水準との差として利用できる)
実験データーの解析
表6 5分間砂時計開発におけるSN比の回帰分析実行結果
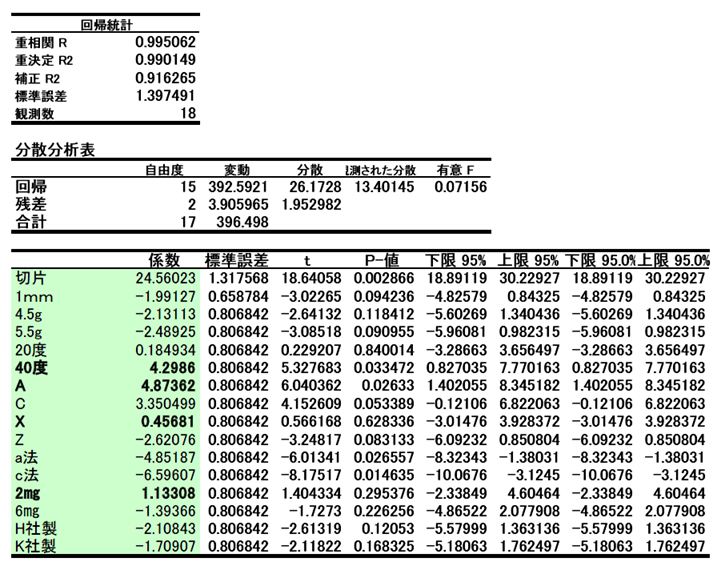
SN比の回帰分析実行結果
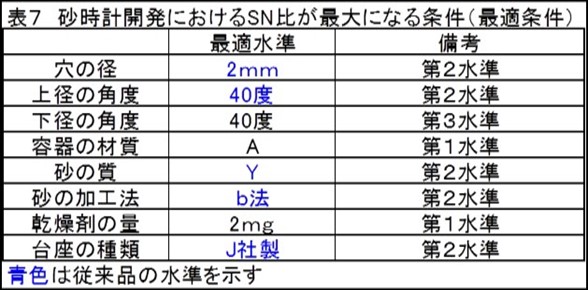
表7 5分計開発におけるSN比が最大になる条件(最適条件)
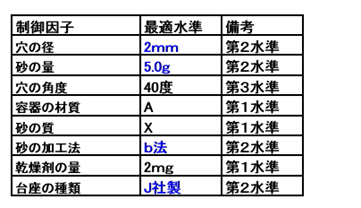
SN比が最大になる条件(最適条件)
表8 5分計開発におけるSN比の影響度 5分計開発におけるSN比の影響グラフ
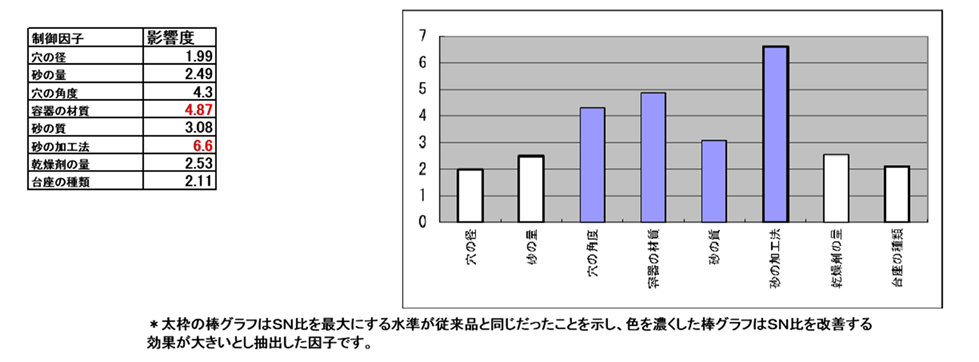
SN比の影響グラフ
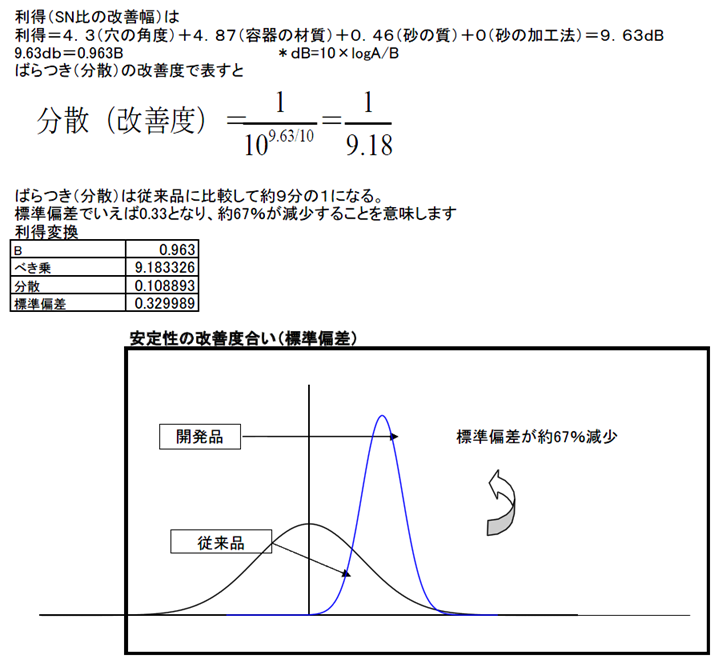
SN比改善効果の推測
最適条件の4因子(穴の角度、容器の材質、砂の質、砂の加工法)によるSN費比の改善度を下記のように 求める(この際、従来品の水準を削除しているため、最適水準での係数が「係数の差」と等しくなります。
表9 5分計開発におけるSN比の『係数』
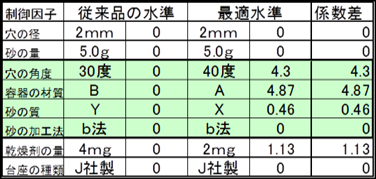
SN比の『係数』
田口メソッド 改善事例結果
(6)目標値へのあわせこみ
■ポイント:平均値を目標値に合わせこむ調整因子はSN比と平均値の影響度をみて、SN比の改善にはあまり寄与 せず、平均値への影響が大きい因子で調整する。
Excelの回帰分析の「入力Y範囲」に表5の「平均値」を入力して実行した結果が下記の表になる
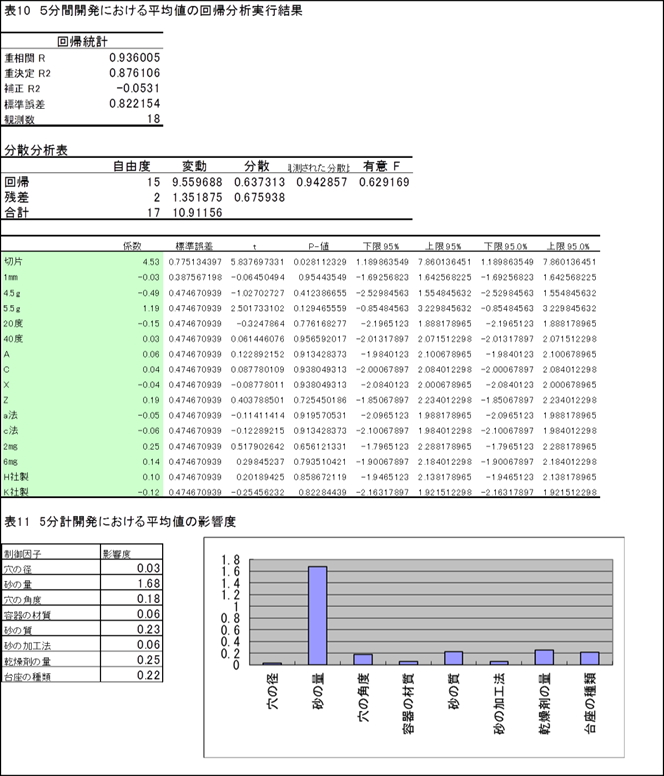
Excelの回帰分析事例
5分間砂時計の平均値に影響している制御因子は『砂の量』である。
2段階設計法の2段目はSN比の改善にあまり影響しない因子でかつ平均値に対する影響が大きい 因子を用いて目標値へのあわせこみを行うので『砂の量』が最もベストな因子であること がわかりました。 次に5分間砂時計を開発する為に『砂の量』は何グラムにすればよいかを下記に記載します。
1)SN比を最大(バラツキを最小)にする最適な因子と水準を決定
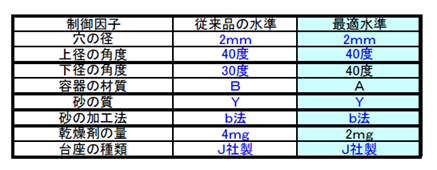
「穴の角度:40度」「容器の材質:A」「砂の質」「砂の加工」
2)平均値に合わせる為の因子および係数決定
砂の量の係数
3)上記以外の因子の水準は従来品の水準のまま

+ 0(砂の加工法:b法)+ 0(乾燥剤の量:4mg)+0(台座の種類:J社製)
-0.04167(砂の質:X)+0(砂の加工法:b法)
+0(乾燥剤の量:4mg)+0(台座の種類:J社製)
各砂の量を代入して下記の表「砂の量と平均値」を作成し散布図を作成する。
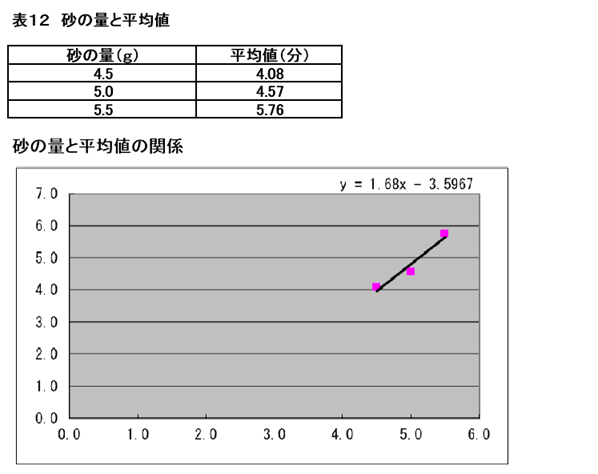
平均値が5分となる量は式 y=-3.5708 + 1.675xより
x=5+3.5708/1.675=5.12
よって平均値を目標の5分に合わせこむ砂の量は約5.1gであることがわかる。
(7)新しい砂時計の使用決定と確認実験の実施
最後に確認実験をしてSN比が±20~30%以内であることを確認する。
表13 5分間計の新仕様


先に推測したSN比は
SN比=切片の係数(24.56db)+利得(9.63db)=34.19db 差=34.67-31.67=2.52db
相対比率=(2.56db/34.19db)×100=7.4%
結果:
新仕様で開発された5分計は従来の解析結果から推測した開発品のSN比34.19dbにたいして約7%程度少なめで あるが平均値は目標値とほぼ一致しており、GOODである。
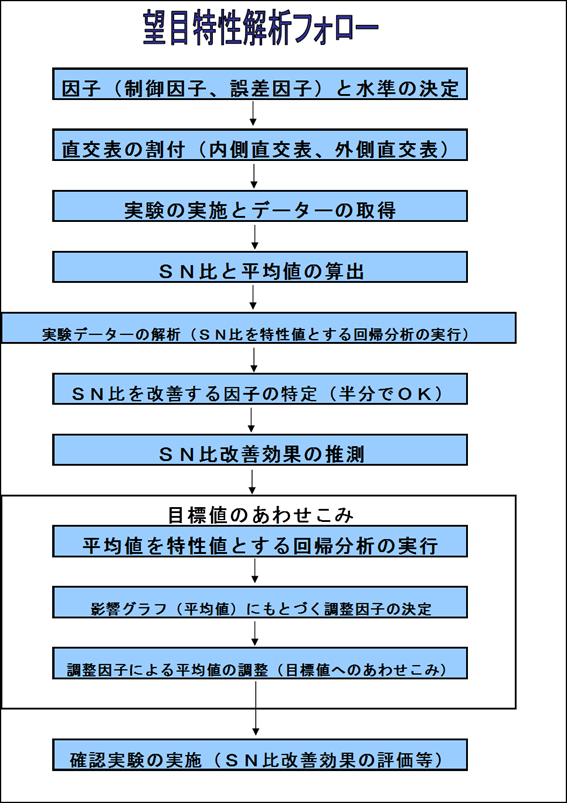
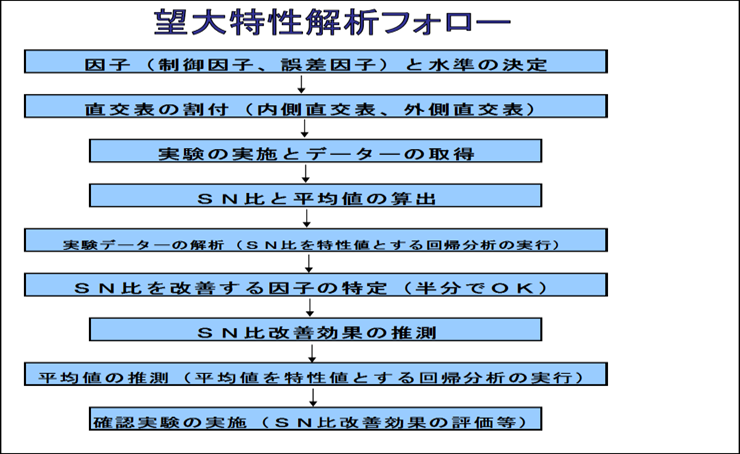
望目特性解析フォロー
送風機の騒音低減 (望小特性)
望小特性とは排気ガスの量、騒音などのように特性が負の値をとらずに小さければ小さいほど良い特性をいう。 望目特性との違いはばらつきを抑えたあとに平均値を目標にあわせこむ2段階設計が1ステップで実現できる点です。
これは望小特性のSN比がばらつきと平均値とを総合した特性値であり平均値が小さくなればばらつきが小さくなる 傾向にあることから、ばらつきを抑えることにより、平均値も小さくなり、SN比が大きくなるからです。
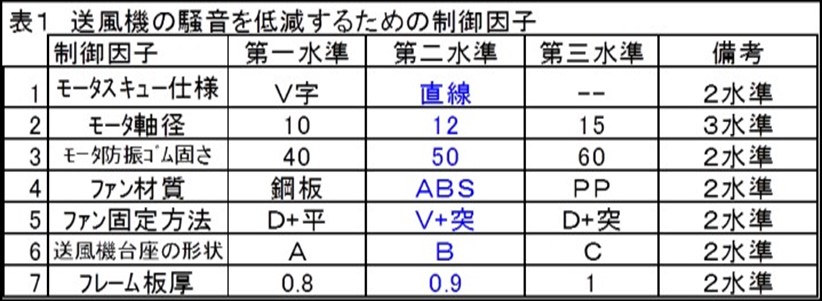
望小特性 改善事例
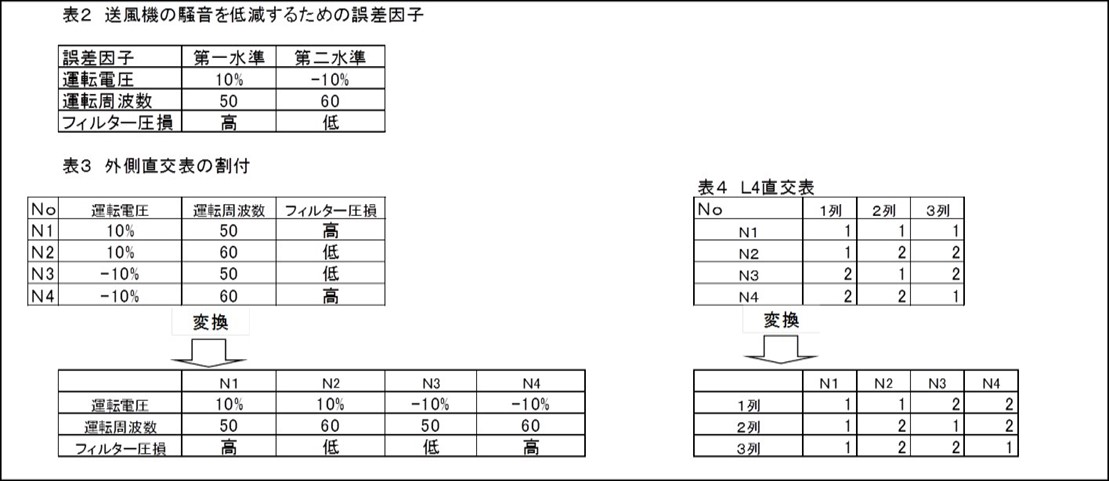
誤差因子としては表2に示す3つに因子と2つの水準を設定し 表4にしめすようにL4直交表に貼り付け 制御因子と誤差因子を組み合わせた直行表の外側直交表とします。
(2)実験の実施とデーターの取得
実験を行ない、制御因子と誤差因子を組み合わせた直交表を作成する(実験データーも記入) 次にSN比、平均値を算出する

(3)実験データーの解析
表5をExcelで回帰分析できるように0,1化し、冗長データーとなる1水準を削除する
(ここでも従来品の水準である第2水準を削除)
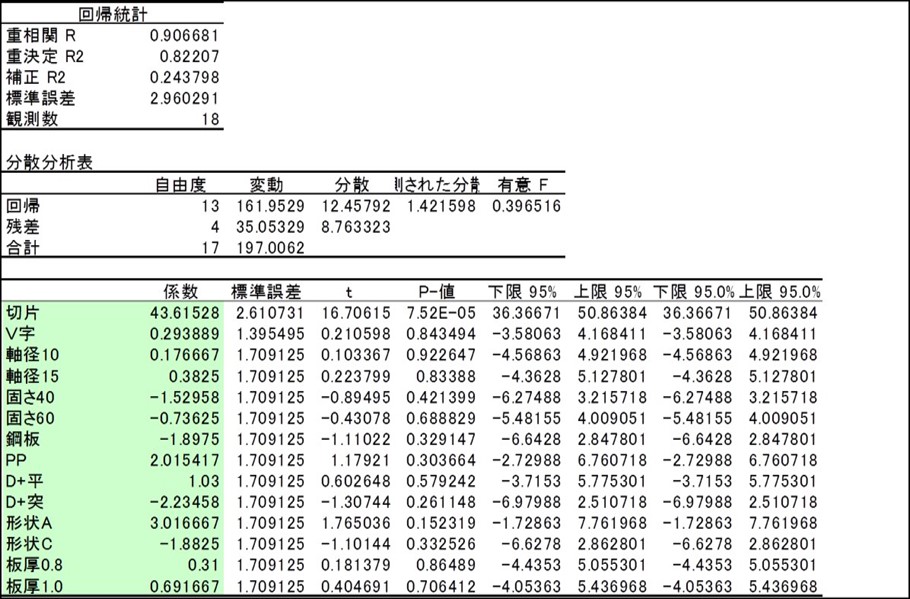
できあがった表6をSN比を特性値とした回帰分析を実行する。
(表7 送風機の騒音対策のためのSN比の回帰分析実行結果が作成される)
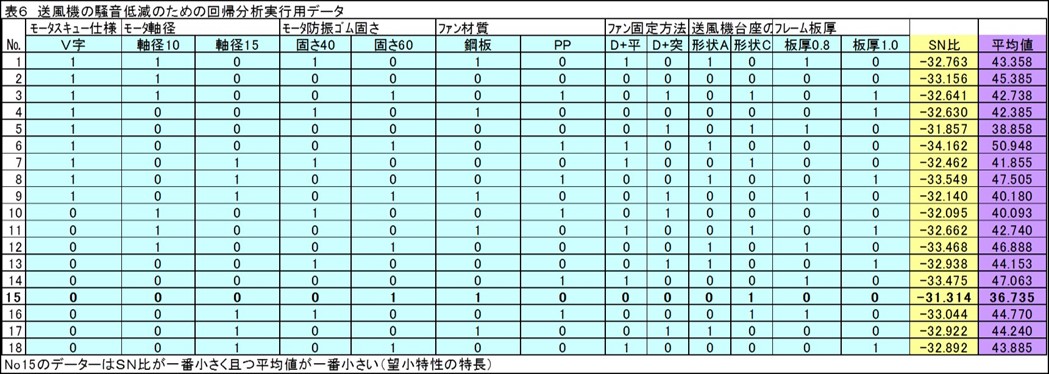
表7 送風機の騒音対策のためのSN比の回帰分析実行結果
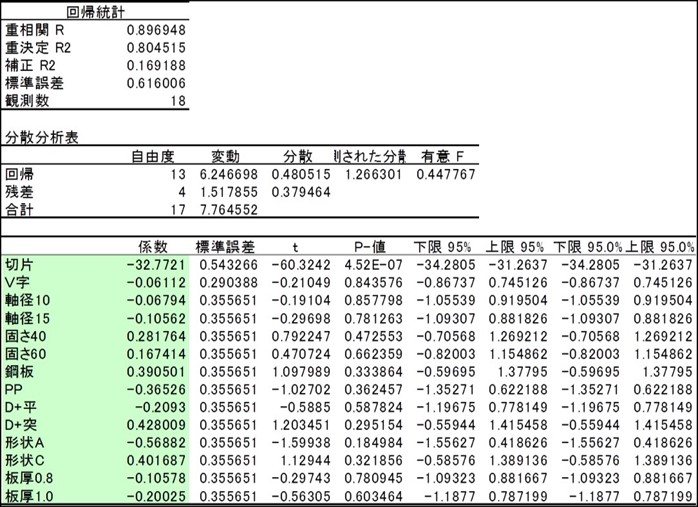

(4)SN比を改善する制御因子の特定
表9に各因子ごとの回帰係数のレンジから求めた影響度を示しこれをグラフ化しました。
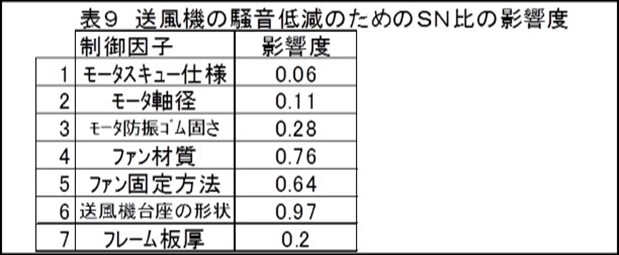
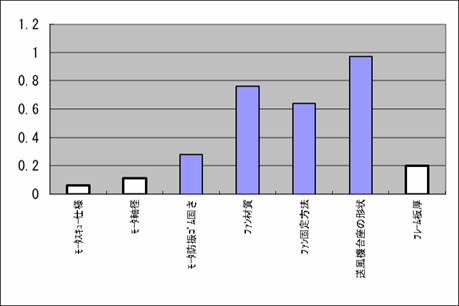
*太枠の棒グラフはSN比を最大にする水準が従来品と同じだったことを示し、色を濃くした棒グラフはSN比を改善する 効果が大きいとし抽出した因子です。
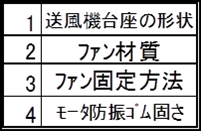
結果: SN比を改善する制御因子は下記の4因子である
(5)SN比改善効果の推測
4因子によるSN比の改善効果は従来品の水準の係数(回帰分析実行用に削除した為、係数は0と最適水準の係数との差からも求まります。

(6)平均値の推測
表6を平均値を特性値とした回帰分析を実行する。
(表10 送風機の騒音低減のための平均値の回帰分析実行結果が作成される)
表10 送風機の騒音低減のための平均値の回帰分析実行結果
最適水準(4因子最適)とした時の騒音の平均値は上記、表の係数(回帰係数)より
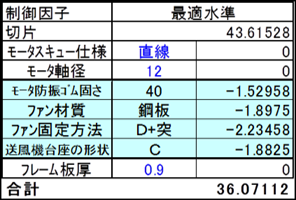
結果:
従来品の平均値(43.62)より7.55(43.62-36.07)小さく、約17%(7.55/43.62)騒音が 低減できた。
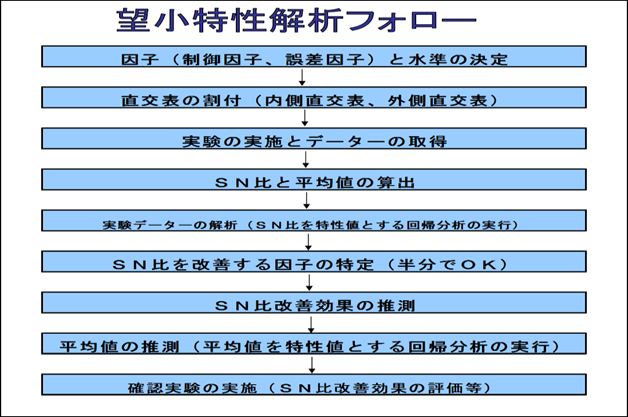
望小特性解析フォロー
コーヒーショップの顧客満足度の向上 (望大特性)
望大特性とは接着強度、コンクリート強度、自動車燃費などのように特性が大きいほど良い特性をいう。
望目特性との違いはばらつきを抑えたあとに平均値を目標にあわせこむ2段階設計が1ステップで実現 できる点です。 これは望大特性のSN比がばらつきと平均値とを総合した特性値であり平均値が大きくなればばらつきが 小さくなる傾向にあることから、ばらつきを抑えることにより、平均値も大きくなり、SN比が大きくなるから です。
1)コーヒーショップの顧客満足度の向上
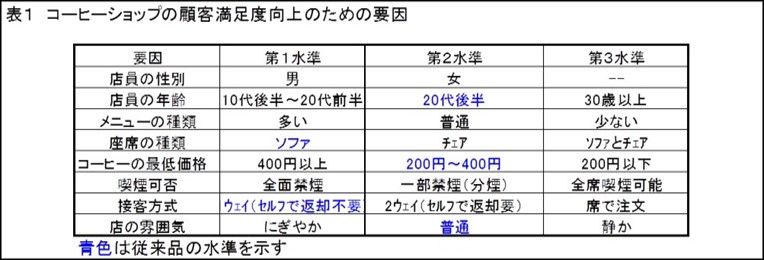
コーヒーショップの顧客満足度の向上を図るために下記に示す要因(因子)と水準を設定しました。 要因が制御因子となります。
この事例における誤差因子は「人」です。
次にアンケートを取りました 満足するなら10点、満足できないないなら1点、どちらともいえないなら5点を満足欄に記入してもらいました。
なお、満足できないときは0点とせず、1点としたのは望大特性のSN比を計算するときには特性値(満足度)の 逆数をとるためで、0点では逆数が無限大となり、計算できなくなりからです。
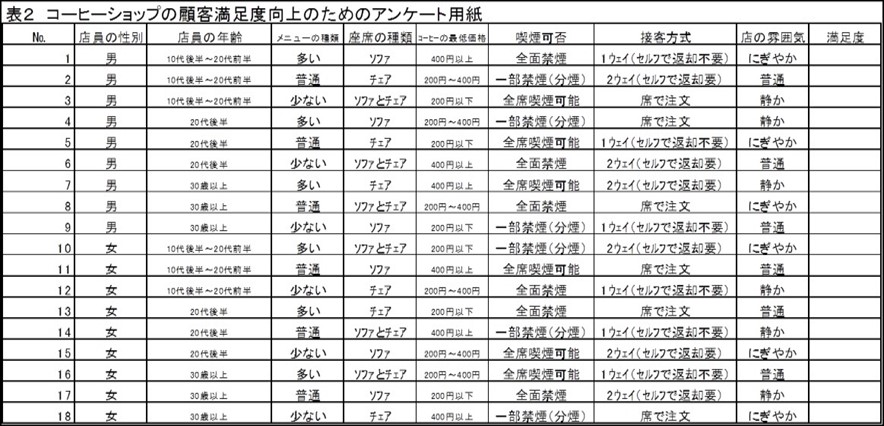

2)アンケート解析結果
表2で割り付けた直行表からExcelで解析できるように0,1データー化し、冗長情報となる1水準を削除
(ここでも従来品の水準を削除)
次にSN比と平均値を算出するがSN比はアンケート結果の逆数(1/y1)を計算してから求める
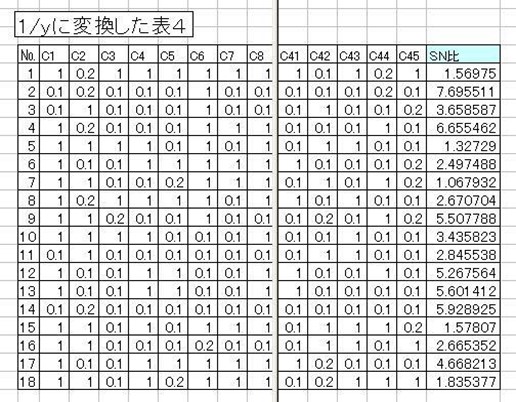
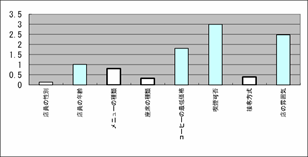
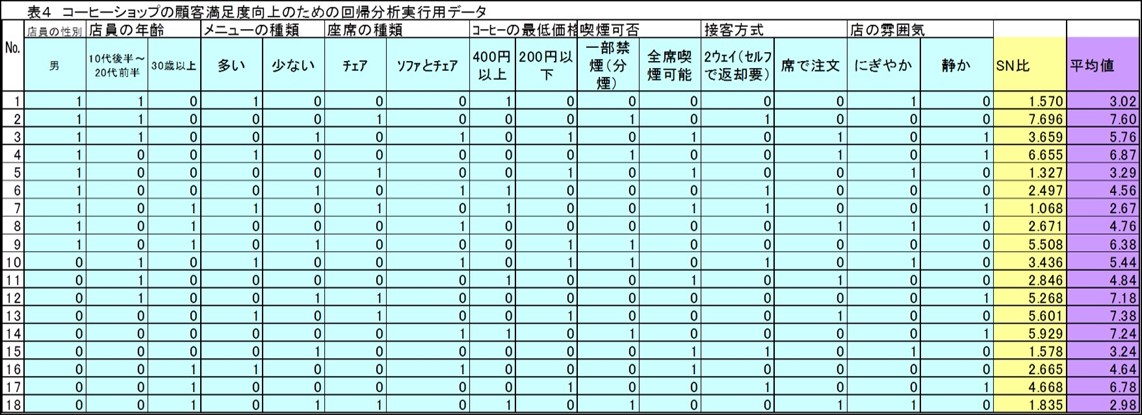
表5 コーヒーショップの顧客満足度向上のためのSN比の回帰分析実行結果
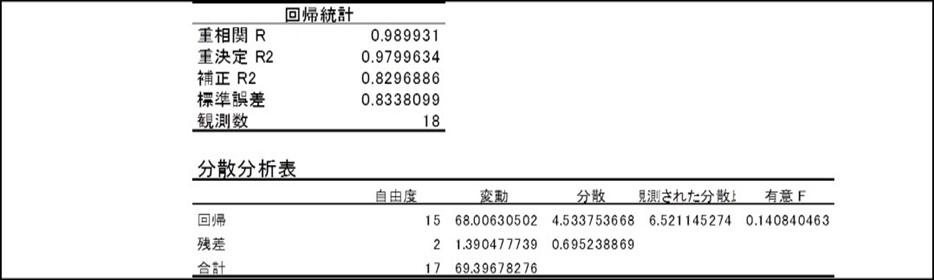
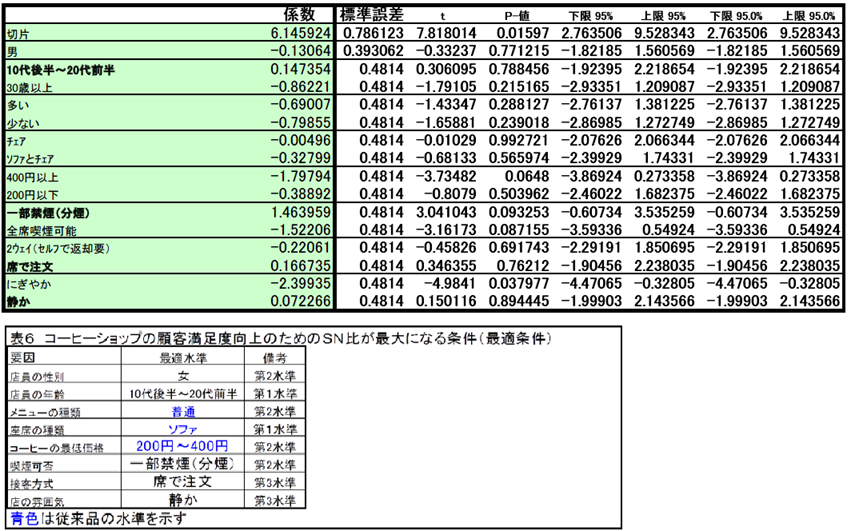
3)SN比を改善する制御因子の特定
下記に各因子の回帰係数から求めた影響度を示し、これをグラフ化しました。
表7 コーヒーショップの顧客満足度向上のためのSN比の影響度

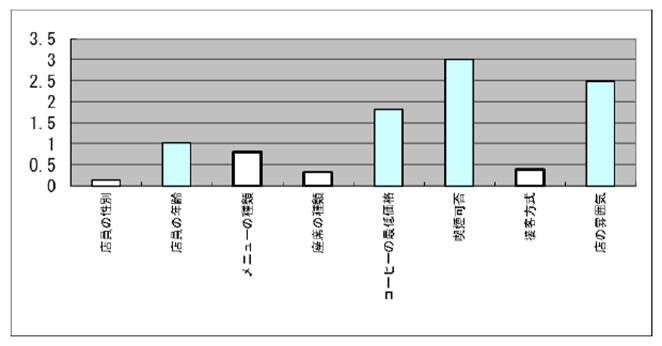
*太枠の棒グラフはSN比を最大にする水準が従来品と同じだったことを示し、色を濃くした棒グラフは
SN比を改善する
効果が大きいとし抽出した因子です。
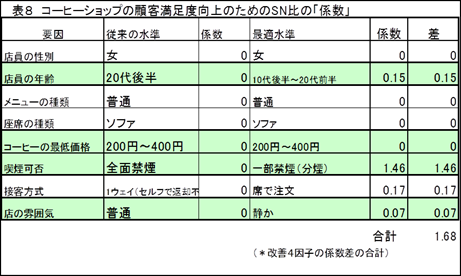
4)SN比を改善効果の推測
次に4因子改善による改善効果を下記の表のように求めます。
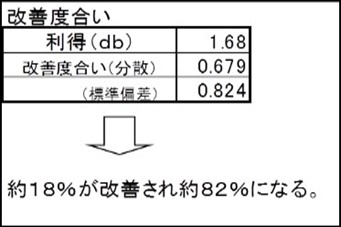
5)平均値の推測 表4のデーターをもとに満足度の「平均値」を特性値とした回帰分析を実施、結果は下記のとうり。 表9 コーヒーショップの顧客満足度向上のための平均値の回帰分析実行結果

従来の満足度の平均値は上記、表の切片の係数より7.62と推測されます。 一方、SN比を改善する効果のある4因子を最適水準として満足度の平均値は下記の表より 求まります。
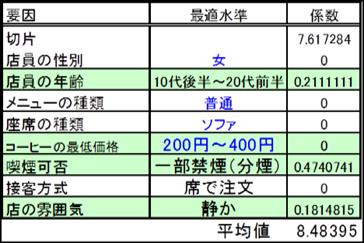
結果:
平均値の差は0.86(=|7.62-8.48|)で4要因の水準を改善することで 平均値が約11%(=0.86/7.62)大きくなることが推測される。
望大特性解析フォロー
あらゆる時間に対応する砂時計の開発 (動特性)
5分間砂時計の開発事例は望目特性(静特性)を活用すれば良いが5分、10分、15分とどのような時間にも対応できる対応できる砂時計を開発する為には下記に述べる動特性を使用する。
砂時計の場合、砂の量は平均値に対する影響が大きく、SN比に対する影響は小さいであろうことが予想され、砂の量を信号因子としてあらゆる時間に対応した砂時計の開発をした方が効率的である。
最近のタグチメソッドは製品機能を実現する信号因子の特定を重視し静特性の解析よりも動特性の解析を重要視する。
(1)万能砂時計の開発コンセプト
開発コンセプトとしては
①正確であること
*温度、湿度、振動の影響が少ない
②丈夫であること
*ショック、振動に強い
③安価であること
*開発費用が安い
④色々な時間に即、対応できる
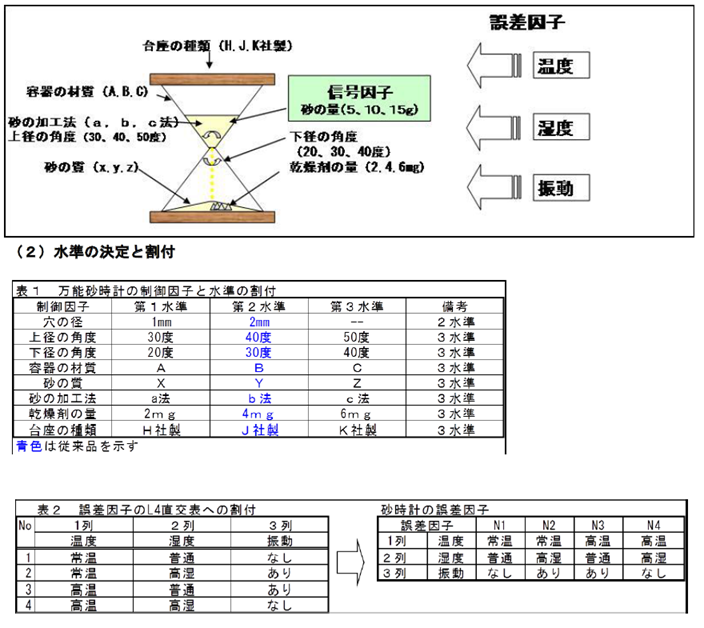
田口メソッド 改善事例 万能砂時計の開発コンセプト
(3)実験の実施とデーターの取得
制御因子をL18直交表に割り付け、誤差因子をL4直交表に割り付けた表を組み合わせる
と下記の表が作成できる。
実験回数は72回でOK(全組み合わせの場合は約35000回)
表3 万能砂時計開発における実験結果
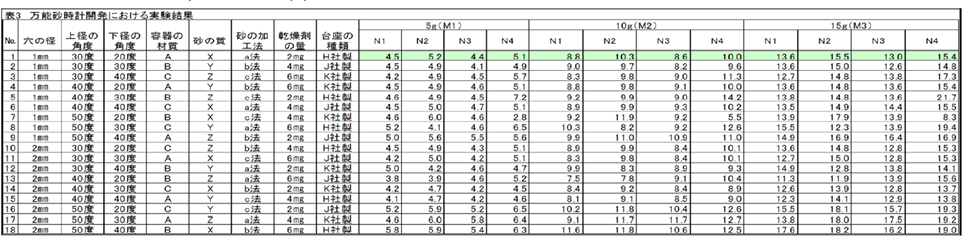
(4)回帰分析によるSN比と感度の計算

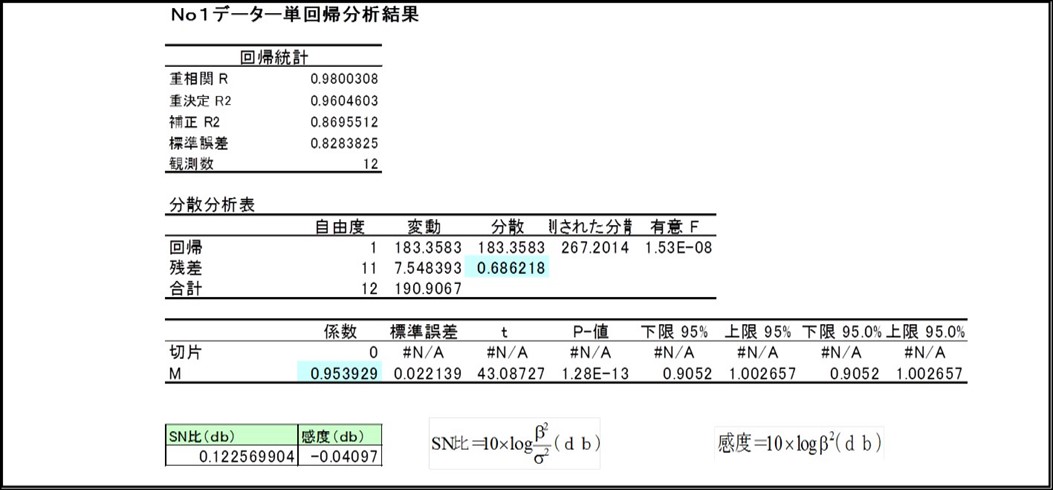
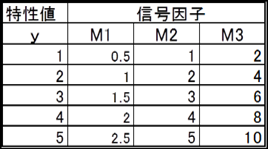
表4は表3の1行目(No1)の測定データーです。 ここでは表4の12個のデーターを特性値とし、信号因子Mを入力データーとする単回帰分析を実行する ことで、β、σを求めSN比、感度を算出します
表4 万能砂時計開発における実験結果(No1のデーター)

Excelでは行方向の回帰分析はできないので実験結果表の行と列を入れ替え下記のようにします

表5を基にMを説明変数とし、yを被説明変数とした単回帰分析を18回実行し、β、σを求めSN比、感度を 算出します
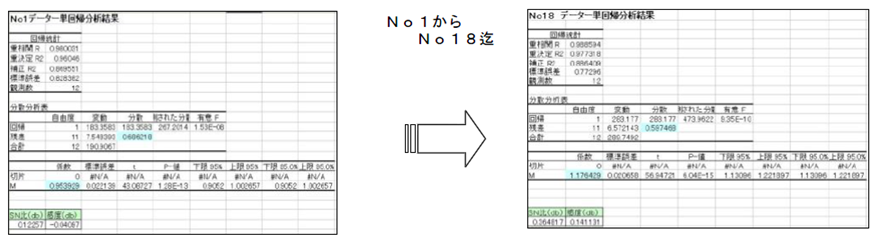
次に算出された18個のSN比、感度の値を表6のように制御因子が割り付けたL18直交表に転記します。
この段階では制御因子は定性的なデーターですから0,1データー化し、Excelの回帰分析で冗長情報となる 1列を削除します(ここでは従来品の水準)
こうして得られた回帰分析実行データーが表6です 表6 砂時計開発における回帰分析実行用データ
(5)実験データーの解析
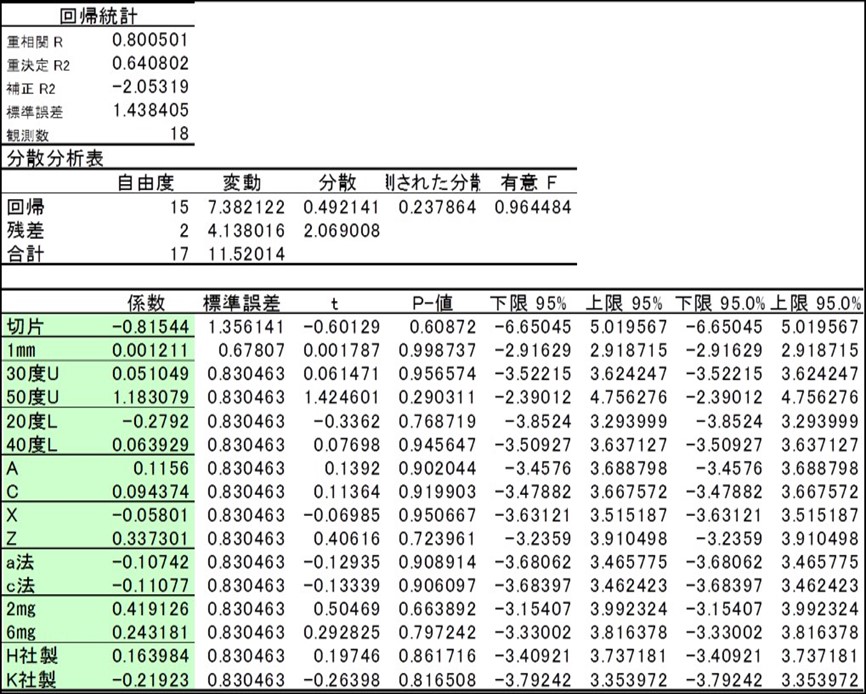
表6 砂時計開発における回帰分析実行用データを「SN比」を特性値とした解析を実行した結果が下記のとうりです
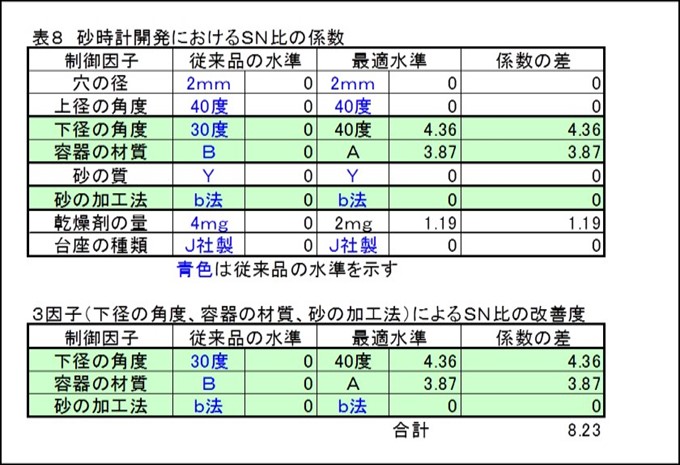
表7 砂時計開発におけるSN比の回帰分析実行結果
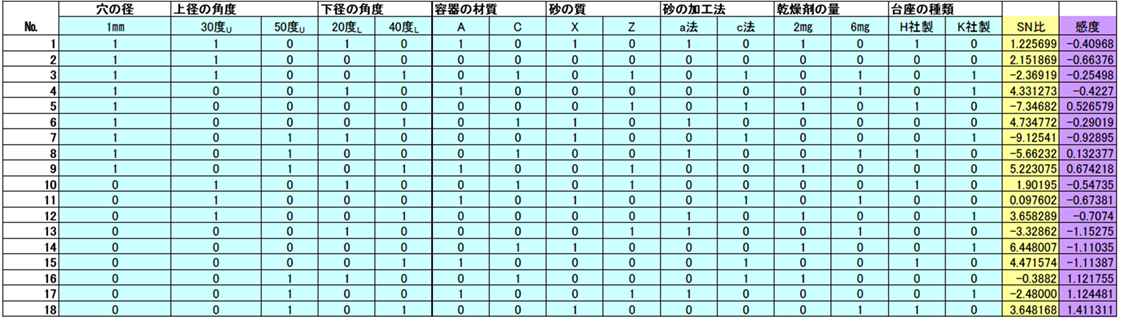
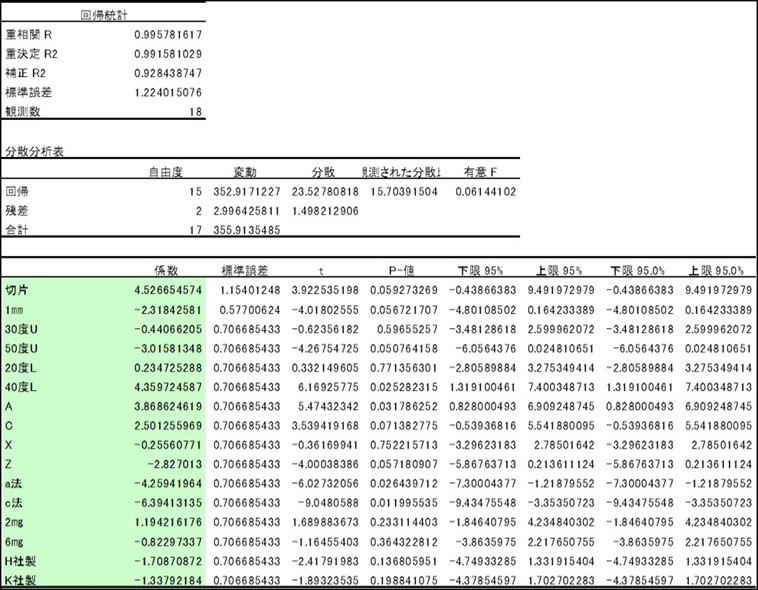
表6よりSN比が最大になる条件(最適条件)をもとめます。
(6)SN比を改善する制御因子の特定
表7 砂時計開発におけるSN比の回帰分析実行結果の係数から影響度を求めます 影響度は各因子の回帰係数のレンジ(最大値-最小値)から求まります。
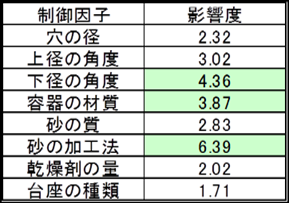
タグチメソッドではSN比を改善する効果がある因子は全因子の半分を良いとしているの「下径の角度」
「容器の材質」、「砂の加工法」を選択

*太枠の棒グラフはSN比を最大にする水準が従来品と同じだったことを示し
色を濃くした棒グラフはSN比を改善する効果が大きいとして抽出した因子を示す
(7)SN比改善効果の推測
3因子(下径の角度、容器の材質、砂の加工法)によるSN比の改善度を下記に示します
従来品(係数0)と最適水準の回帰係数の差が改善効果となります。
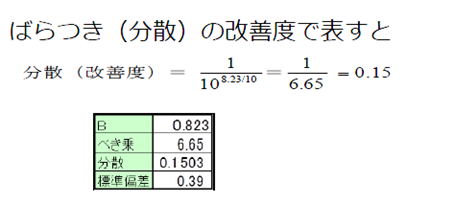
ばらつき(分散)は従来品に比較して約0.15倍に減少 標準偏差でいえば0.39となり、約61%が改善されて約39%になることが推測される。
(8)実験データーの解析(感度)
静特性では平均値のあわせこみでしたが動特性では「感度」すなわちy=β×Mの傾きβ をSN比に対する影響が少ない因子で、かつ感度に対する影響が大きい因子で調整します。
感度を特性値とした解析を実行して求めた結果を下記に記載します
表9 万能砂時計における感度の回帰分析実行結果
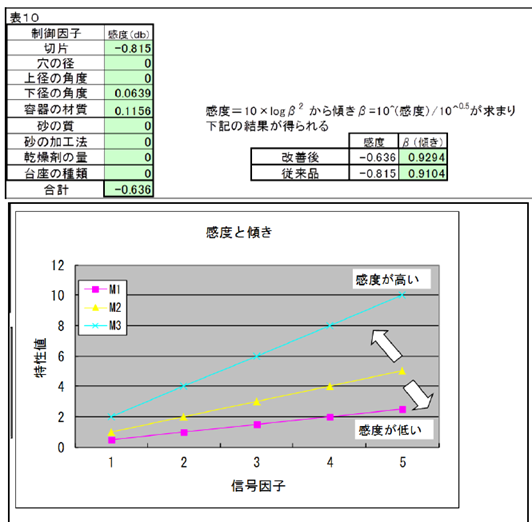
従来品からSN比を最大にする因子と水準を選んで改善した時の感度は下記表10から求まります。
つまり、傾きを0.9294に調整する必要があります
(感度を少し高くする)
下記に動特性の場合の感度と傾きの関係をグラフ で示しました。 β(傾き)を小さくするということは感度を鈍く することであり、逆にβ(傾き)を大きくする というのは感度を敏感に設計するということです。
(9)感度の調整 万能砂時計における感度の影響を求め、グラフ化を行う(影響度は各因子の回帰係数のレンジ=最大値-最小値)
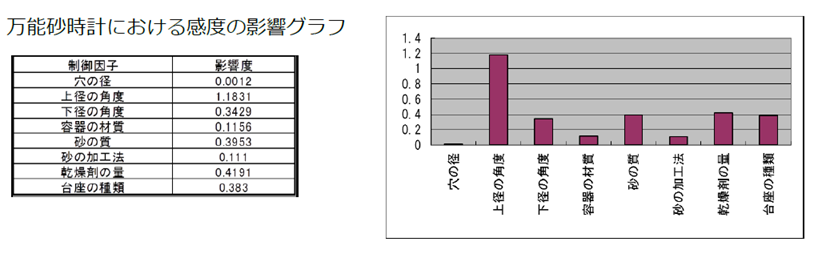
感度に影響している因子は主に「上径の角度」であることがわかりました。
動特性の感度の調整をする因子は感度に影響し、且つSN比の改善には影響がない因子が良いので 上記、「上径の角度」は条件を満たしているので「上径の角度」によって感度の調整を行います。
まず、目標とする傾きβを0.92とすると感度は-0.7242dbになります。
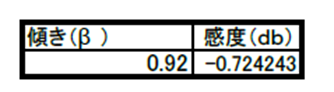
表8 に示す新しい条件において感度を-0.7242db(傾きβ:0.92)とする「上径の角度」の回帰係数は
「目標値・感度」-「現行品・感度」-「下径・角度(40度)の感度」-「容器の材質(A)の感度」-「砂の加工品の感度」
から求まります。

y = 0.0566x – 1.8527 より
x=(y+1.8527)/0.0566=(-0.088+1.8527)/0.0566=31.18
となり、「上径の角度」を31.18度にすることにより傾きβを0.92に調整できる。
砂時計での感度の調整とは傾きβを2にしたり0.5にすることをいい前者は少しの砂の量でも敏感に応答する砂時計を、後者は砂の量に対する時間が鈍い砂時計を設計することを意味します。
(10)確認実験の実施
最後に確認実験をする、SN比が相対比率で±20~30%以内ならOK。
上記の最適条件で改善した使用の製品が推測したとうりの改善効果になるかどうかを確認した結果が下記の表になります。
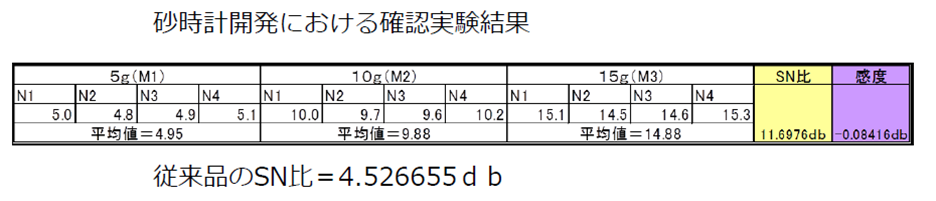
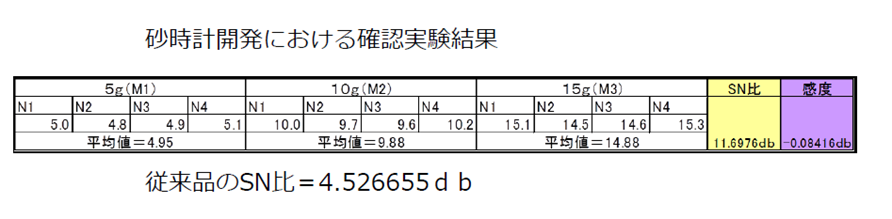
3因子(下径の角度、容器の材質、砂の加工法)によるSN比の改善度=8.23dbよって改善される推定されるSN比は4.526655db+8.23dbより12.76dbです
この差1.06db(12.76-11.70)を相対的な比率におきかえると8.3%となります
従来品の解析結果から推測したSN比12.7dbに対して約8%ほど少なめですが標準偏差で約61%改善されると推測した値が約8%減り、約56%(61%×0.92)の改善効果になるだけなので満足できる値と評価できます。

動特性解析フォロー
おすすめ タグチメソッド 参考文献
Excelでできるタグチメソッド解析法入門 広瀬 健一 (著), 上田 太一郎 (著)
入門 タグチメソッド 立林 和夫 (著)
ポケット図解 タグチメソッドがよ~くわかる本 長谷部 光雄 (著)
コメント