





















6σ達成プロセス | シックスシグマ手法 | DMAIC
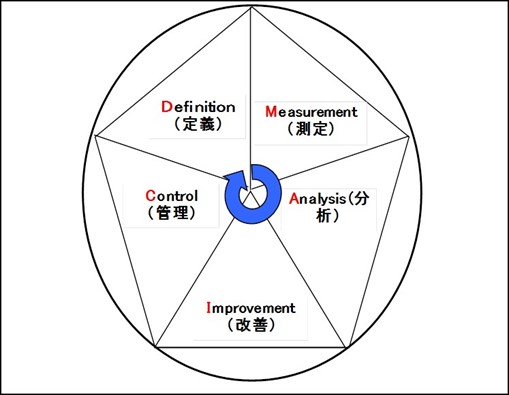
シックスシグマ手法の基本ステップは「DMAIC」という5段階に分かれます。
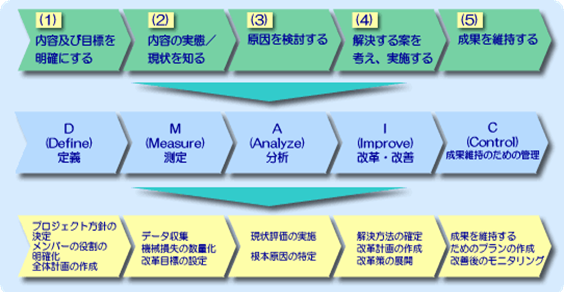
D:Definition(定義)、 M:Measurement(測定)、A:Analysis(分析)、I:Improvement(改善)、C:Control(改善結果定着のための管理)のプロセスを経て、経営品質の6σレベルを目指します。
「ブラックベルト」と呼ばれる認定者が指揮をとることも特徴的です。
図解シックスシグマ手法 | DMAICの概念
シックスシグマ手法 | DMAICの概要
Definition(定義)|シックスシグマ手法 | DMAIC
当初、モトモーラにて開発された時にはMAICだけであったが6σの育ての親GEにて多様な人々が『問題』を共有して同じ認識できるようにするために新たに追加されたプロセスである。
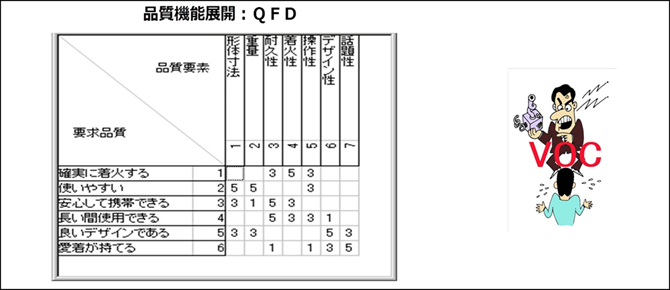
CS:顧客満足度(Customer Satisfaction)を上げる上げるためにはVOC 顧客の声(Voice of Customer)を数値化し分析し真の必要な必要な品質:COQを選択し方針、テーマーを決めなければならない。
そのような時良く、使用されるのが:品質機能展開:QFD(Quality function deployment ) である。QFDは顧客の要求事項(肯定的、否定的を問わず、ニーズ、比較、総体的重要性、好き/嫌い、問題、示唆などについての声)を取り込んで、それらを製品特性、部品特性、そして品質/プロセス管理要求事項に翻訳するように構造化した企画および意思決定手法のこと(マトリックス型のフォームを使用)。
品質機能展開は市場の世界を技術の世界に変換する表ともいわれている
品質機能展開 QFDの概念
ここで重要なことはテーマーを数値化するための尺度:メトミックス(Metrics)を明確に決めなければらない。
長さを測るモノサシが各人が違う尺度(メートル、尺、フート)で測っては支障をきたすように各人が自分の
経験、価値観で評価しないように全員が納得いくような科学な裏付けが取れたメトリックスを決めておく必要がある。
【具体的プラックティス】
STEP1:チーム・プロジェクト・チャーターの作成(Team Project Charter)
下記の内容を決定しチーム・プロジェクト・チャーターの作成を行い活動の方針を明確にする。
・メンバー
・問題点
・活動範囲
・目標
・活動計画
STEP2:顧客要求の調査・分析
VOC(顧客の声)の収集を行い、その分析し真に顧客が要求しているもの測定可能な要求一覧を作成する

VOC 顧客要求の調査・分析
STEP3:プロセスの特定と文書化
シックスシグマは「プロセス改革のツール」です。経営改革をするとき、その対象を目の前に現れている現象や問題
にフォーカスするのではなく、そうした事柄を起こしてしまっている「プロセス」に注目します。
そこで、シックスシグマでは、課題の現状や改革後のイメージを示すために、プロセスマップを作成・使用します(=プロセスマッピング)。 プロセスマップは、課題の現状を知るためだけではなく、改革テーマの本質にアプローチしていく手法として有効です。 シックスシグマでは、改革の目標値を設定することが必須ですが、実はこの目標値を適切に設定するためにも、本来、プロセスマップは必要なのです。
Aさんの出勤までのプロセス・マップ
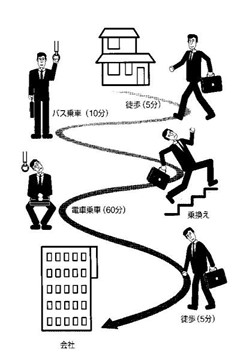
プロセスマップの事例
左図は、Aさんの「朝起きてから出社するまで」のプロセスを描いたものです。
Aさんは、起床してから、洗顔、朝食、身支度、交通機関を乗り継いで、 最後は徒歩で会社に到着します。
「通勤」と一言で言われるものも、実はこのようなプロセスを経ているという ことです。
プロセスを定義する際の有効な考え方として『ナドラーの機能定義』があり 下記の七項目の要素を視点にして機能の決定を検討する
1)INPUT
2)WAY(方法)
3)Function(機能)
4)Manual(手順)
5)Equipment(設備)
6)Enviroment(環境)
7)OUTPUT
また、SIPOCダイヤグラムも有効なプロセスマップである。
SIPOCダイヤグラム 機能横断的な活動をSupplier, Input, Process, Output, Customerの5つの要素に分けて図示したもの。 プロセスの全体像をひと目で把握することができる。

SIPOCダイヤグラム
テーマーの選定が誤れば全ての活動はムダになることであり、又テーマーが適当でありばその活動は適当で終わってしまう。 このようにテーマー選定は具体的な経営場面にて議論されてくることが多くなってきておりバランス・スコアシートも『目標のブレークダウン』をする際に良く使用される。
バランス・スコアカード Balanced Score Card
企業業績を(1)財務業績に加えて、(2)顧客、(3)内部プロセス、(4)従業員のスキル・学習面といった4つの視点で幅広く 定義し、それらのバランス(短期的な成果から中長期にわたる取り組みの成果)を保ちながら、企業の財務業績を中長期的 に実現します。
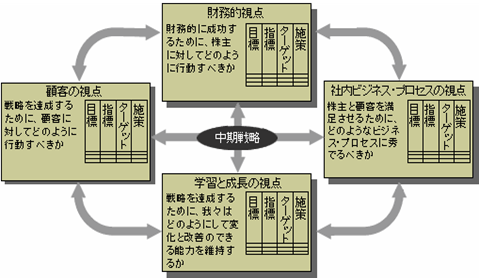
バランス・スコアカード
VOC(Voices of Customer)
「顧客の声」、革すべき点は顧客の声が出発点ということで、シックスシグマ活動においても重要 な視点の一つとなっている。
M:Measurement(測定)|シックスシグマ手法 | DMAIC
Mのフェーズ:段階(phase)においては、CTQ(Critical to Quality=品質評価上最も重視される点)に影響を与える、 重要な社内プロセスを発見し、CTQと対比させつつ、発生した欠陥を測定する。この時、欠陥は許容限界*外のCTQであると 定義される。このフェーズはブラックベルトがCTQに影響を及ぼす重要プロセスを視野に入れ、発生した欠陥を正確に 測れれば終了する。
かみ砕いていえば、Mのフェーズは、シックスシグマ活動の対象範囲を定義することから始めるといってよい。 一般的な「カイゼン」でよく見られる改善対象の決定法は、「まずは現場を見てみようというアプローチである。 しかし、そこで「何を見るのか?」、その時の「判断基準は?」、また具体的には「どの尺度(指標)を用いて測定・評価 するのか?」等が不明確であっては、現場を訪れてみたところで何にもならない。
たとえば、CS(顧客満足)*向上というテーマを設定した時に、6σレベルをいかに達成するかを検討し始める段階では、 以下の点が明確でなければならない。
(1)「CS」とは何か? (2)どのような指標で「CS」レベルを判断するのか? (3)その指標は収集可能か? (4)その場合の情報収集方法は?また収集のタイミングは?・・
というように、具体的行動の前にしなければならない検討テーマが多数存在する。指標に関しては、もう一つ問題がある。 すなわち収集した情報を数量化することには、もちろん意味がある。しかし、得られた指標が何点であったら満足するのか、また目標は何点に置くのかといった、指標を評価するための基準を適切に設定しなければならない。 この点がクリアされて初めて、情報収集作業への移行が可能となる。
また、情報収集する際には、その目的を正しく認識することが重要である。たとえば、顧客の不満足要因に関する公正な 情報が必要な時に、コストを気にしすぎるあまり自社のセールスマンだけを使い、彼らの販売活動のついでに一時的に収集 させていたのでは、情報精度に期待はできない。そのため、シックスシグマ手法では「VOC(ボイス・オブ・カスタマー)*」 を聞く際の留意すべきポイントの一つとして位置づけている。
仮にセールスマンがCSの真の意味を理解し、回答にバイアスがかからないような配慮をした上で情報収集を行ったとしても、 顧客は「いつもの担当者」に気兼ねをし、本心を語ってくれることはまれであろう。本心をさらけ出すのは、特定のファン・ユーザーだけである。こうした点は外部の調査機関を使うことによってカバーできる
ニュートラルな情報を得ようとする際には、第三者の立場で情報ソースに接することが不可欠である。 しかし一方で、第三者が情報収集を行うと、業務に関する専門知識がないために、重要な事象を見過してしまう可能性 もあることを忘れてはならない。こうした事態を回避するためには、たとえばIBMが実施しているような「ワークショプ」スタイルが役に立つ場合もある。つまり、選択した顧容に対して調査の趣旨をきちんと説明し、同意を得た後に本音で語ってもらうやり方である
また、収集した数字を単に取りまとめただけでは経営には役にたない。数字を意味ある情報に変換することによって初めて、 情報としての価値が増すのである。情報の経営指標への加工において統計学が大きく寄与することになる
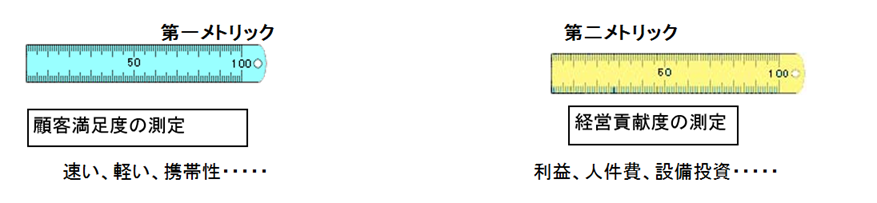
ここ M:Measurement(測定)で重要なことはテーマーを数値化するための尺度:メトミックス(Metrics)を明確 に決めなければらない。長さを測るモノサシが各人が違う尺度(メートル、尺、フート)で測っては支障をきたすように 各人が自分の経験、価値観で評価しないように全員が納得がいくような科学な裏付けが取れたメトリックスを決めておく必要 がある。 メトリックスは改善すべき目標に対するもの『顧客満足度用の第一メトリックス』と『経営貢献度用の為の第二メトリックス』 があり無条件に改善目標が達成すえば良いというのではなく第二メトリックスを考慮した上で達成しなければならない。
【具体的プラックティス】
STEP1: 測定対象の選定
CTQ(Critical to Quality)を選定し,測定可能なし、最優先的に取り組むべきCTQを選ぶ
STEP2: 実施上の定義の設定 尺度:メトミックス(Metrics)を明確に決める
尺度:メトミックス
STEP3: データーソースの特定
測定データーの範囲、条件を明確にする。
STEP4: データー収集、サンプリングPLAN作成
測定するための具体的計画を立案し、検討をおこなう
STEP5: 測定の実施&改善
測定を行い、不都合が生じた際は改善をおこなう。
STEP6: プロセス全体のシックス・シグマ・レベルの計算
現状のシックス・シグマ・レベルを計算する
100万回に3.4の失敗:3.4DPMO DPMO:Defects Per Million Opportunities
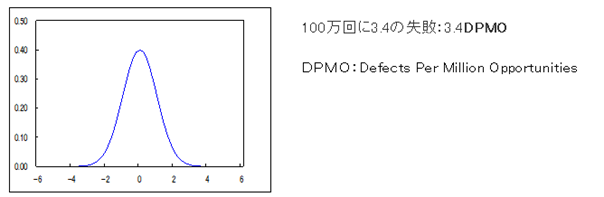
100万回に3.4の失敗:3.4DPMO
STEP7: 最終歩留まり計算
INPUTからOUTPUTまでの歩留まりの計算を行う
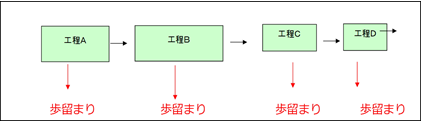
最終歩留まり計算
STEP8:COPQ計算(Costs of Poor Quality)
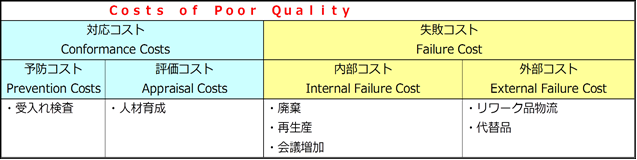
COPQ計算
A:Analyisis(分析)|シックスシグマ手法 | DMAIC
Aのフェーズにおいては、欠陥はなぜ発生するのかを理解する.各プロジェクトの優先づけを行うためにパレート図のような共通の分析ツールがまず用いられ、次いで欠陥の原因となっている主要変数を特定するために、複雑な統計ツールが使われる。
このフェーズにおけるアウトプットは、プロセスのバラッキに最も影響を及ぼす変数の特定である。
分析フェーズにおける最も重要なポイントは、これから取り組んでいく課題の優先順位づけである。
優先順位の設定は企体最適、全社最適の視点から行う必要がある。特定部門や一部の現場に対する視点ではなく、全社をにらんだ考え方が要求されるのである。
ここでは、ブラックベルトの持つ統計的な専門知識が不可欠である。なぜなら問題のあるプロセスの分析のためには、まず測定(M)の結果である数値の読み込みが必要とされるからである。特に要因間の因果関係に着目し、複雑な関連性を整理・集約し、問題を単純化しなければならない。ここで個別の課題に気をとられ、全体的な視点を失うようなことがあってはならない。次に集約した要因の因果関係を明確にするステップに入る。この際、主成分分析、クラスター分析、数量化理論等が比較的有効な情報を提供してくれる。しかし・最後に総合的な判断を行うのはあくまで人間である。
3番目のステップは「自社の強みの評価」である。シックスシグマは抜本的な改革のためのツールである。目先のモグラ叩き的な対応は行わなわない。したがって自社の強みと弱みを厳しい目をもって捉え、マンネリを打破する必要がある。特に要因における弱みを数値化したものが、Aフェーズのアウトプットになる。
このフェーズにおける最後のステップは、取り組むべき「妥因の優先順位」と「自社の弱み」とのマッチングである。重点テーマに選ばれるのは、要因としての優先順位が高く、かつ自社が弱い項目になるからである。
しかしどんなに困難なテーマであっても、その問題解決に関するノウハウを持ってさえいれば、対応することは可能である。このようにして、シックスシグマ活動は「さらなる成長のための経営革新プログラム」であり続ける。
【具体的プラックティス】
分析には通常、統計的手法で使用されているデーター分析とプロセス分析がある
STEP1: アプローチ(approach)
・収集したデーターをパレート図、ヒストグラム、ランチャートで検討し、問題点の原因を追究する
・プロセス内の現状を示すプロセスMAP、フローチャートを作成、問題点を追求する
STEP2: 仮説の提唱
特性要因図、ブレーストーミング等を仕様して仮説を立てる
STEP3: 原因の検定
相関分析、実験計画等を用いて仮説の証明し、原因を絞りこむ。
I:Impovement(改善)|シックスシグマ手法 | DMAIC
Iのフェーズにおいては、主要変数を特定し、それら変数がCTQに及ぼす影響を数量化する。
主要変数の最大許容限界レンジを特定する。
計測システムが主要変数のバラツキを測れるかどうかについて確認し、許容限界レンジ内にバラツキが収まるようにプロセスに変更を加える。
MAlCのプロセス全体を通して、ブラックベルトなど、指導者・有資格者の果たす役割は大きいが、中でもIのフェーズにおけるその位置づけは極めて大きい。シックスシグマ手法を導入するには、「改革の組織化」が前提となる。
この時、ブラックベルトは全祉的視点を持ちながら、具体的な事業固有の問題解決の牽引役として、また良き先生として機能しなければならないからである。ブラックベルトが語る言葉は全社共通語、つまりシックスシグマ・コンセプトである。こうした中、事業ラインにおいてシックスシグマ・コンセプトが浪透していないと、シックスシグマ活動のスピードおよび成果が半減してしまう。したがってシックスシグマ手法を導入しようとする企業は、ブラックベルト教育に経営資源を傾けることになるのである。
組織化されたプロジェクトチームは、Aのフェーズにおいて改革の方向を定めて計画を立てる。計画は厳格な進捗管理が行われることはいうまでもない。過去において、さまざまな経営手法や経営コンセプトが、経営の現場で威力を発揮できなかった大きな理由の一つは、プロジェクトの進捗管理に対する組織的な甘さがあったことがあげられるだろう。プロジェクトの進捗管理そのものがないようなケースは論外であるが、諸般の事情や特例・例外・聖域は、どのような場面においても経営活動の障害となりうる。こうしたことが頻発するようだと、経営の管理レベルが 低い状態であると評価せざるをえない。したがって、シックスシグマ活動を推進できるレベルには達していないということになる。プロジェクトの進捗管理には、達成時期、達成度評価の基準、推進責任者、報告体制等の要素が織り込まれ、システム的に成果が現れる仕組みを整備することが必要である。
【具体的プラックティス】
STEP1: 独創的な解決案を考案する
STEP2: 原案を煮込み、解決案の統合を図る
STEP3: 解決策を選択する
STEP4: 解決策を実験的にTRYする
STEP5: 解決策を本格的に実施する。
C:Control(改善結果定着のための管理)|シックスシグマ手法 | DMAIC
Cのフェーズにおいては、プロセスが変更されて以降、主要変数が最大許容限界レンジに収まっていることを、SPCチャート(統計的プロセス管理図)*や簡単なチェックリスト等を用いて確認する。
プロジェクトの遂行においては、せっかく成果を出してもその状態で放置されてしまうと、気づいた時には陳腐化してしまっているというケースが多い。Cフェーズもまた、単に管理を続ければよいわけではない。
シックスシグマ活動の成果としての改革が機能するのは、ある条件のもとでの話である。しかし経営環境、競合環境は日々、目まぐるしく変動している。したがって、そうした変化に対応し、新たなプロセスの変革を常に意識し続ける必要がある。この点をおろそかにしてしまうと、シックスシグマも「モグラ叩き」や「従来の改善活動の延長」といった汚名を背負うことになってしまう。このフェーズは成果継続の源泉となるのである。
Cの機能はシステム(仕組み)で持たなければならない。このフェーズでの注意ポイントは、事務工数をかけすぎないこと、をタイミングよく入手することの2点に尽きる。これを実現するためには、レビュー方法、レビューのタイミング、結果の数量化、レビュー部門、評価責任者等の体系化が必要である。
プロジェクトの所期の目標が達成できない等、何らかの問題が発生することは、残念ながら起こりうることであるしかし、そこでの対応が、良い企業と悪い企業の分岐点にもなる。
経営環境の変化をプロジェクト目標未達成の理由としてしまうようでは、良い企業とはいえない。当初の予測が困難であっても、発生した場合にプロジェクトの進捗に重大な影響を与える可能性のある要因は排除できるようなシステムは事前に検討しておくべきである。いかなるプロジェクト結果が導かれようとも、目標と現状との乖離度を正しく評価し、資源再配分に対する迅速な手が打ててこそ、ブラックベルトは現場を牽引する資格がある。
以上、順を追って見てきたように、シックスシグマ手法においては、特にMとA、すなわち測定、分析という数値処理を伴ったプロセスの理解度を、知識としてではなく感覚的に把握できるようなレベルにまで高めることが求められる。
そして測定、分析の過程で浮かび上がってきた問題点に対し、解決法を考えて改善(I)する。そうして改善された状況はその定着のために継続的に管理(C)し続ける。これら4つのプロセスを約4か月で終了することになっている統計的な知識やテクニックは、統計学や0R(オペレーションズ・リサーチ)*の基礎で十分対応できる。
あとはシックスシグマ用統計パッケージソフト開発・販売の大手、ミニタブ社などから信頼できる統計パッケージソフトを購入すれば、シックスシグマ活動に取り組むことができる。シックスシグマ手法の推進プロセスは、必ずといっていいほど、何らかの統計ソフトと連携している。裏を返せば、シックスシグマ手法には自分自身で統計システムを設計するような手問は不要なのである。
*0R(0perationsResearch)
第二次世界大戦中に、欧米で使用された作戦計画手法に端を発する経営課題発見、問題解決の手法の一つ。仮説設定数学モデルを用いる点が特徴。
おすすめ シックスシグマ 参考文献
図解 コレならわかるシックスシグマ 単行本 ダイヤモンドシックスシグマ研究会 (著), 眞木 和俊 (著)
図解 「お客様の声」を生かすシックスシグマ―営業・サービス編
図解】リーンシックスシグマ 眞木 和俊 (著)
コメント