





















機械計測 | 計測器 、計量器
【目的】 製品、部品の長さ、面積、角度をはかることで部品寸法、形状を同じものが作ることが 可能となり(標準化)、又比較が数値でもって容易にできる。
計測器例:ものさし ・マイクロ・ノギス ・分度器
4-2:あたらしい誤差の考え方
従来迄の誤差の考え方では真の値がわかってないと 誤差は求めることができないが一般的には真の値が 明らかでないほうが多くその場合誤差が求められないことに なる。それでも誤差の評価が必要になるので従来までの 方法では不便が多い。
あたらしい誤差の考え方
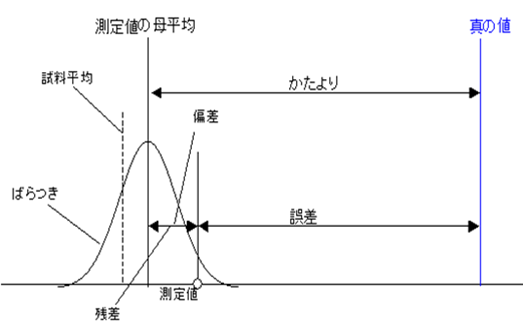
<従来の誤差の考え方>
新しい計測においては真の値がない。
また、絶対値を問題とせず安定性を評価したいときには必ずしも真の値を 必要とせず誤差の原因となる誤差因子による変化を誤差として扱うこともあるし、絶対値への対応は標準を用いて校正することにより得られるので計測器は 校正するものとして校正しても除けないを変化を計測し真の値が不明のまま評価
するほうが現実と整合性がとれる。
誤差の成分を,標準,校正,計測器の性能に伴うものに区分して,後に校正の項 で述べるように,標準の誤差,校正作業にともなう誤差,実際の測定時に生じる 誤差(校正後の誤差)に分けて評価する方法が開発され,JISZ9090で採用された。
最終的な総合誤差は状況などによって変わるものであり,これらの形態や状況が 固定されなければ誤差が求められないというのではなく,上記の3種の 誤差をそれぞれ別々に求めておいて,例えば校正方法を変えたときには校正作業 に伴う誤差だけを求め直すだけで,総合誤差が求まるようになった。
また,計測器の開発においても,校正は計測器が出来た後に行うこととして, まずこの校正後の誤差が小さくなるように改善を進め,計測器を安定なものにして おくという考え方が採られる。
さらに,上記の3種の誤差に分離できるので,校正作業にともなう誤差が大きい のであれば校正の方法を変える, 実際の測定時点における誤差が大きいのであれば,その誤差を評価して 測定方法,測定器,測定環境を改善するというように,問題となる誤差の種類に 応じて対処することが出来る。
JIS 9090には,以上の他に誤差原因となる条件をそれが実際の測定のときに 変化する程度に故意に変化させたデータから求める方法すなわち, 実際に生じる誤差を予測的に求める方法も示している。
誤差の表示
誤差の表示方法を標準偏差または標準偏差に係数を乗じたいわゆる
2シグマや3シグマで表すことが行われている。
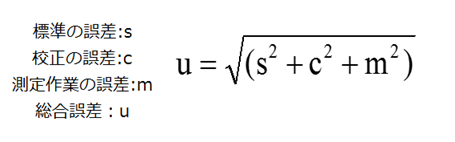
しかし,これは統計学でいわれるある確率をもつ範囲としての意味 は希薄であることに注意が必要である。また,このように個別に表現するのが 不便であるので,この両者を合成して表すことが行われる。そのとき,かたよりとばらつきでは統計的な性質が異なるので,統計上厳密な形で合成すること は出来ないが,一般的にはかたよりと,標準偏差又はそれに係数を掛けた値の 2乗の和の平方根を求めることが行われる。
誤差の表示
最近,誤差ではなく計測の不確かさという概念が提唱されている。これは, 真の値が分からなければ誤差が求まらないという不便を避けたものとも考えら れ,かたより誤差の上限と統計的に解析して求められる誤差から,両者を合成 して不確かさとするものである。かたよりは,計測系の検討から推定し,ばら つき誤差は標準偏差に係数を掛けた値で求める。両者の合成は,ばらつき誤差 と両者の2乗和の平方根を求める方法と,単なる両者の和の両方が用いられて いる。 新しい誤差の考え方では,それぞれの標準偏差の2乗和の平方根が用いられる。
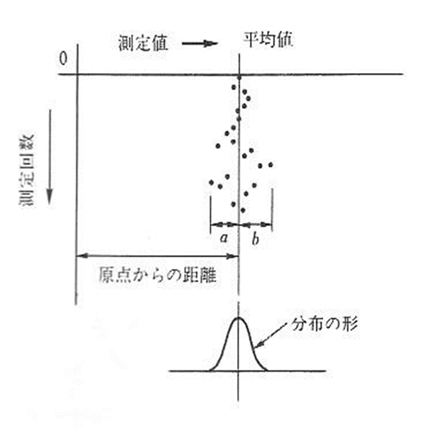
総合誤差
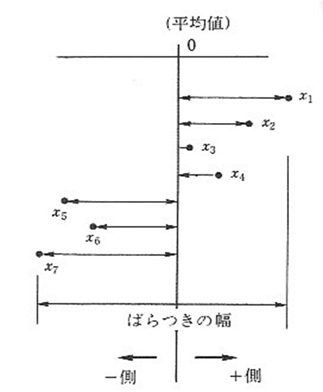
誤差のバラツキ
トレーサビリティ | 履歴
トレーサビリティとはJISZ8103に「標準器又は計測器が,より高位の標準によって次々と校正され,国家標準に つながる経路が確立されていること」と定義されている。トレーサブル(Traceable)とは,由来をたどることが 出来るという意味であり,製品のトレーサビリティなどと,製品の製造番号などから製造工場やロットなどを突き止めるられると言う意味で用いることもあるので,本来計測結果のトレーサビリティというべきであるが,計測で用いるときはときには,単にトレーサビリティという。トレーサビリティに対して標準供給という言葉がある。 これは,国家の標準から,その値が次々と移し代えられて下位の標準に達することであり,トレーサビリティが下位から 上位へ向いているのに対して,供給は上位から下位を向いている。
トレーサビリティは前述のとおり,計測結果の国内的な普遍性を得るために行うものであり,全ての計測でこれを 必要とするものではない。企業内の研究の中など限られた範囲の中での比較においては,トレーサビリティ は必要としない。
トレーサビリティの考え方は,1960年代に米国で宇宙開発が進められた時に生まれたものである。宇宙開発は多くの分野の総合技術として達成されるものであり,開発の過程における種々の計測の結果の 一貫性がないために,不具合が生じ,その損失を解消する必要から体制の整備が行われた。不具合を避ける ようとするあまり個々の計測器に過剰な精度を要求することになって,多大の経済的な損失が生じたからであり, これを国家的なシステムとして位置付けたものである。
トレーサビリティは,校正に用いられる標準がさらに上位の標準によって校正されているというように,校正を つなげることによって実現されるのであり,当然校正の方法や校正の問隔が適切であることが必要であるし, これらの技術が確立されていることが要件となる。また,標準器のレベルが適切で校正の間隔の間における変化も コントロールされていることも重要である。適切なトレーサビリティが確保されていても,校正において述べられて いるように,実際に計測を行う計測器に誤差には校正では除けない誤差があるからトレサビリティーが得られればそのことで直ちに誤差の小さい測定が出来るというものではない。
校正とは
校正は,JISZ8103に「標準器,標準試料などを用いて計測器の表わす値とその真値との関係を求めること」と定義されている。
校正には2つの目的がある。1つは,標準との対応を取ることにより絶対値を正確なものにすること,(点検)他の1つは狂いを修正して安定性を確保する(修正)ということである。
計測器は,基本的には測定量を指針、目盛りなどを通して数値に変換する機器であるから,変換の方法によってはどのような値でもとり得るものであり,校正し標準との関係を求めことによって,任意の仮の基準に対する絶対的な値が 得られ、社内、外部に通用する普遍的な値が得られる。
もし標準がトレーサブルなものであれば,計測の結果は国内あるいは海外に対しても通用するものとなる。
一方,安定な測定対象を測定することによって狂いを知り,それを修正することによって狂いの少ない安定な計測をすることが出来るようになる。
たとえば,ある特定の工程を管理するためだけであるならば,必ずしも絶対値は必要ではなく,ある安定な測定対象で校正すればよい。
この場合には標準がトレーサブルである必要はない。
もし計測器が非常に安定なものであれば,計測器のメーカなどによる最初の1回の校正ですむことになるが,一般には時問の経過や環境の変化によって表示値が狂ってくるので,これを修正するために,定期的に校正を行う。
校正における重要な要素は,校正に用いる標準,校正の方法(校正式,校正手順など),校正問隔およびこれらの相互の関係や実際の測定現場との整合,経済性も含めた全体としての合理化を図るなどの校正方式(システム)の設計などである。

校正式
校正式
計測器の読み値と真値との関係を表す方法として,様々な数式が用いられる。例えば,読み値をy,標準の値M(真の値とみなされる値)との関係が
y=M+α 式(2.1)
という式で表されるものとして,1個または多数個の標準を測定した値からαの値を推定する。αが求まると,実際に測定して得られた読み値yから真の値Mを次式で推定することが出来る。
M=y-α
この式を校正式という。
最初に仮定した式(2.1)は,対象とする計測器が一定のかたよりαを持つ傾向があると判断して採用したものである。
読み値をこの式ではなく,例えばy=βMという式で表されると仮定することも出来る。
この仮定は,計測器や計測の性質を考慮して決定されるのが通常であるが,適用する校正式よって,校正された値の持つ 誤差が変わる。
したがって誤差の観点からは,誤差が最も小さい校正式を選択するのがよいことになるが,校正式によって,校正の ための手間も変わって来る。(2.1)式の場合は標準1個を測定すれば校正式が求められ,もしその1個を零点とすれば 特に標準を必要としないことにもなるので,校正の手間もそれだけ小さいことになる。
一方この式では感度に狂いが出てもそれを校正することが出来ないので,校正してもまだ大きな狂いが残ってしまう場合がある。比例式では2個以上の標準を測定することになり,校正式を求める計算も手間がかかる。
すなわち,適用する校正式によって校正後の誤差や校正の手間が変わって来るので校正の選択は校正の効果と 校正に必要なコストを考慮して決定するのが合理的である
校正と誤差
前述のように,校正の目的の1つは誤差の低減である。これは,計測器の読み値のなかの系統的なかたよりを修正する ものであり,誤差の中にはこれ以外のものもあるので,校正によって除かれる誤差と除くことの出来ない誤差がある ことになる。 繰り返し測定の中で生じるような偶然性による誤差は除くことが出来ないし,校正周期内の諸々の条件による変動も 修正することは出来ない。
また誤差の程度は小さい場合が多いと思われるが,標準の誤差もやはり除くことは出来ない。校正の観点からの計測の 誤差の分類では,校正後の誤差,標準の誤差の他に,校正の作業による誤差がある。
校正は,校正の対象の計測器で標準を測定した結果から修正するのであり,測定したデータに含まれる誤差の 一部は,校正式に誤差を与える。これらを校正作業による誤差といい,計測に新たな誤差を与えるものとなる。
校正システム
校正においては,上記のような校正式や校正問隔を適切に決定するだけではなく,計測を測定対象,標準,校正,計測器の使用条件や使用方法などを1つのシステムとして捉え,これらを系統的に一貫性のあるものにする必要がある。
読み値は,計測の対象,計測条件,計測の手順などによって変わってくるので,これらの条件を限定したり標準化した上でないと校正の初期の目的は達せられないことがある。場合によっては知りたい真値の定義を明確にする必要さえ生じてくる。
たとえば測定対象が金属であるかプラスチックであるかであるかで異なるしマイクロメーターによるプラスチック製品寸法の場合どの温度における寸法を測るべきか、決めておく必要がある。
真の値と測定値
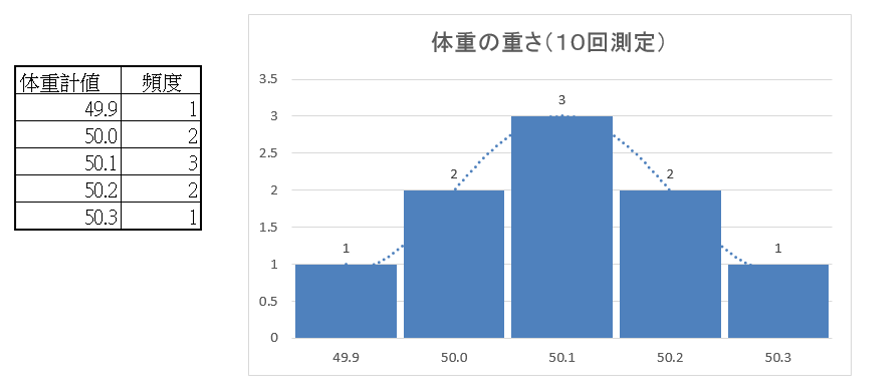
真の値と測定値には必ず誤差があります、言い換えると“誤差をふくまない測定はありえません。真の値は理論的な数値であり頭で考えることはできますが数値として特定することはできません。
例を挙げると測定精度+0.1kgの体重計で体重を10回測定した時、測定結果が下記の表のようになり真の体重が50.1kgなのか50.2kgなのかわかりません。
計測における『4対1理論』
計測における『4対1理論』
検査に用いる計測器は対象となる製品の要求精度に対して4倍の高い精度のものを用いることで適切な検査を実施することが可能である。
つまり、製品=“計測されるもの”と計測器=“計測するもの”との精度の比率を4対1に設定するということである。
例)計測するのも:金属棒 計測するもの:ノギス
金属棒の長さを100.00mm±0.50mmに切出し、出荷する。この金属棒の長さを測定し、許容される±0.50mm以内に入れることを確認する場合、ノギスは±0.50mmの1/4である±0.13mmの精度を満足する
ものを用いることでこの検査は適切に実施される。
*ノギス精度は通常±0.05mm、よってこの要求を満たしている。
『4対1理論』
“計測されるもの”の精度:“計測するもの”精度の比率= 4:1
品質管理の原点は計測にあり!
品質を維持管理するためには“計測”はなくてはならない活動である。
部品メーカーは規格部品を生産する為に規格どうりであることを測定によって確認し、その結果をして出荷する。
部品を購入する側も受入で部品が規格どうりであることを測定によって確認する。部品を生産する側も購入する側も測定が正しく行われていなければ、両者が確認した測定値に差が生じ、クレーム等に発展しかねない。
正しい“計測”を実施する為には計測にかかわる技術、環境、計測器精度維持が適切に行われていることが不可欠であり、これはISO9001などの国際規格でも要求されていることである。
おすすめ 計測計量 参考文献
現場技術者のための計測技術入門―正しい計測が品質をかえる 山口 徹 (著)
はじめての計測工学 改訂第2版 (KS理工学専門書) 南 茂夫 (著)
絵ときでわかる計測工学(第2版)門田 和雄 (著)
コメント