




















Sampling inspection and inspection standard in the factory
The following points are explained about sampling inspections and inspection criteria in the factory.
・ Sampling inspection: How to decide the number of samples
・ Sampling inspection: How to read the inspection standard table
・Sampling inspection Excel file
・ Sampling inspection: such as the size of the lot size.
*In Japanese and Chinese, “sampling inspection” is expressed as follows.
Japanese: 抜き取り検査
Chinese:抽样检查,取样检查 For short 「抽检」
I hope this helps. (*^_^*)
- What is inspection?
- Types of inspections in manufacturing plants
- Classification by the section where the inspection is performed
- Classification by method of inspection in the manufacturing plant
- Classification by type of inspection in the manufacturing plant
- Classification by location of inspection in the manufacturing plant
- Upstream inspection by Poka-Yoke
- Economy of inspection at the manufacturing plant 100% inspection & sampling inspection
- Inspection and quality assurance in manufacturing plants
- Planning inspections in manufacturing plants
- What is sampling inspection at a manufacturing plant?
- Sampling Inspection system and Operating Characteristic Curve
- ISO 2859-1:1999(en):Sampling procedures for inspection by attributes
- Aim of ISO 2859-1 Sampling procedures for inspection by attributes
- Feature of ISO 2859-1 Sampling procedures for inspection by attributes
- Keypoint of ISO 2859-1 Sampling procedures for inspection by attributes
- Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection(normal inspection)
- Example ISO 2859-1 Sampling inspections with adjustments indexed by AQL (normal inspection)
- ISO 2859-1 sampling system
- How to Use Sampling inspection by attributes
- Summary
What is inspection?
In the manufacturing industry, the work of measuring the quality characteristics of products and judging whether they are within specifications is called inspection.
In quality control, the task of measuring and checking quality is called testing, and testing and inspection are distinguished.
The purpose of the inspection is whether or not the product can be purchased from the buyer’s point of view. From the supplier’s point of view, inspections are carried out to determine whether the goods can be delivered to the customer.
Since the inspection is accompanied by a pass/fail judgment, in Europe and the United States, a department independent from the department that supplies the product is in charge.
In Japan, on the contrary, the department that supplies the product is in charge.
However, it seems that Japanese companies will need to adopt Western methods in the future due to the problem of concealing complaints due to recent whistleblowing.
If the inspection is lax, it is temporarily good for the supplier, but later it comes back as a market complaint and loses credibility.
Excessive inspections increase the cost of the supplier, increase the price of the product, and eventually the customer will not buy it.
Companies need to grasp market trends and conduct inspections that conform to quality requirements of customers.
There are two types of inspection: inspection of individual products and inspection of lots.
Both tests are aimed at making a decision as to whether the item is good for use.
If defective products are mixed in with the products, complaints will be returned from customers.
Inspections are carried out to prevent such incidents.
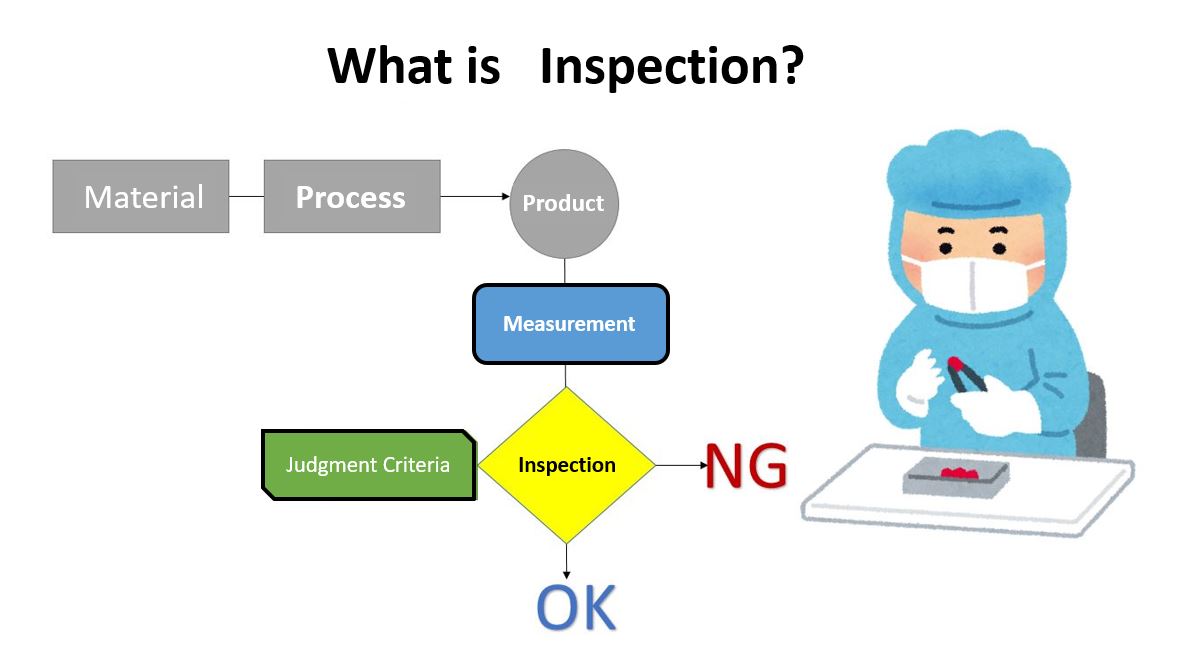
Inspection of individual products in manufacturing plants
This is determined in advance as a quality criterion for distinguishing non-defective products from defective products, and then the product is tested to see if it satisfies quality standards.
A typical inspection is measurement, and the use of go/no-go gauges and visual comparison with limit samples are also types of inspection.
It is shown in the figure below.
Lot inspection at the manufacturing plant
In industrial production, there are many cases where the same product is processed in large quantities. A group of products manufactured under the same conditions is called a lot, and a lot to be inspected is called an inspection lot.
Ideally, there should be no defective products, but in reality, it is difficult to completely eliminate defective products.
If the number of defective products mixed in a lot is extremely small, that is, if the defect rate is small enough, it will not be a big problem in practice.
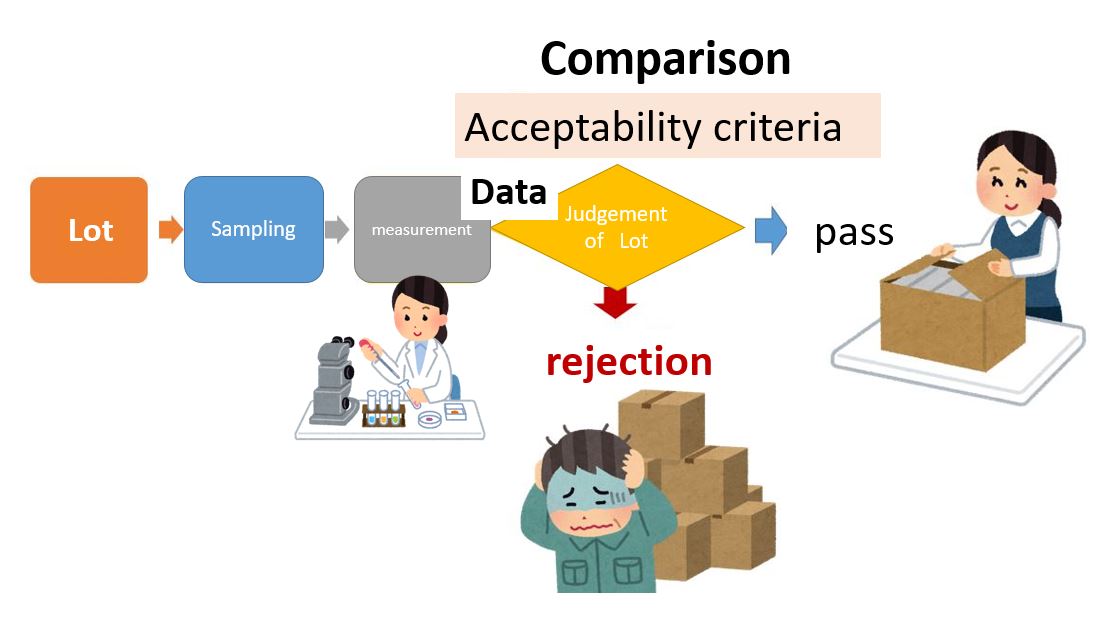
Therefore, lot inspection distinguishes between lots with low defect rates and lots with high defect rates, and a typical example is sampling inspection.
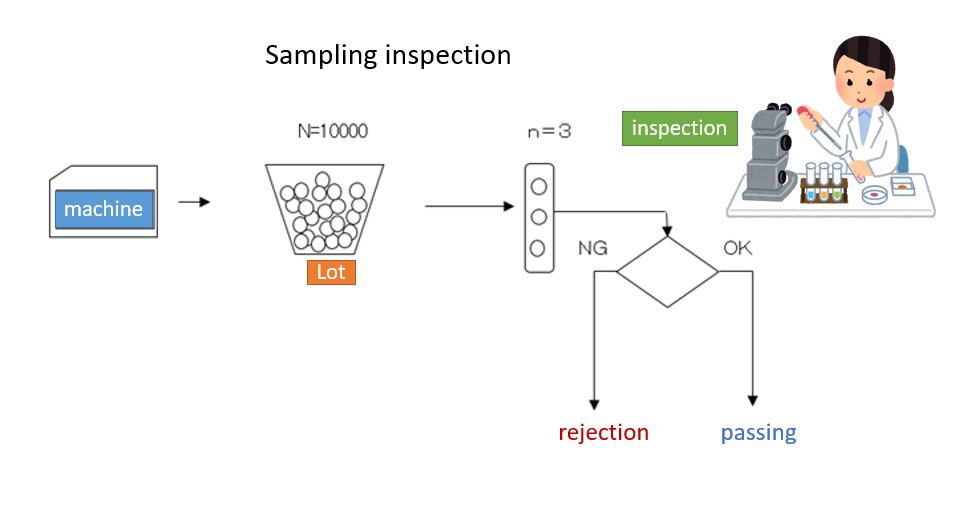
That is, a sample is taken from the lot and the test results of the sample are compared to the lot acceptance and rejection criteria to determine whether the lot is accepted or rejected.
It is shown in the figure below.
What is factory inspection?
Definition of inspection in ISO
ISO defines inspection as “the examination of a product, process, service, or installation or their design and determination of its conformity with specific requirements or, on the basis of professional judgment, with general requirements.”
Inspection can be performed at various stages of production, including receiving inspection, in-process inspection, and final inspection. It can be done visually or using measuring and testing equipment, and it may involve sampling or inspecting every individual item.
ISO also provides guidelines for inspection planning, execution, and reporting to ensure that inspections are consistent and effective. Proper inspection helps to identify defects, prevent non-conformities, and improve overall quality.
Although the term inspection is not used in SO9001:2015, inspection is defined as follows in ISO9000:2015 (Quality Management Systems – Basics and Vocabulary).
3.11.7 Inspection
To establish conformity with specified requirements.
NOTE 1 If the results of inspection show compliance, the results can be used for verification.
NOTE 2 Inspection results may indicate compliance or non-compliance or degree of compliance.
General inspection definition
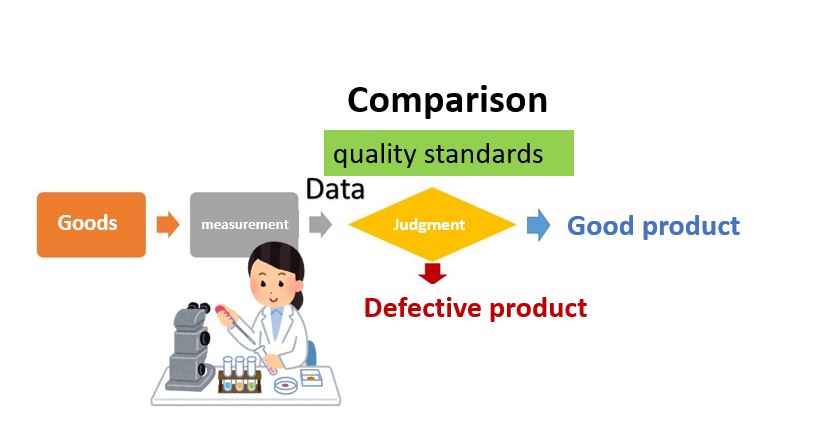
Generally, factory inspection means that “one or more characteristics of the goods or services” are measured, tested, verified, gauged, etc., and then compared to specified requirements to determine conformity.
In other words, inspection is “to check the quality of an item, such as a semi-finished product or a finished product, and make a judgment as to whether it is good or not.”
Then, if the quality of the goods is poor, it is necessary to take measures such as repairing or replacing the goods. This relationship is illustrated in the figure below.
The characteristic of inspection is that the product is measured in this way, and if it is bad, the product is treated.
Inspection is different from process control, which is taking action on a process.
In order for this test to proceed correctly,
① Establish a method for measuring quality characteristics.
② Clarify the criteria for judging good and bad products.
is necessary.
Purpose of inspection at the manufacturing plant
The role of inspection is to ensure quality so that defective products do not fall into the hands of subsequent processes or customers.
When planning an inspection, always take care that the objective of inspection is met.
The next important thing is to investigate the cause of the defect and improve the quality of the process.
And realize “work that does not require inspection“.
In other words, it is important to manage product design and manufacturing technology in the early stages of development.
Therefore, in order to realize “work that does not require inspections”, it is necessary to strengthen upstream management, conduct inspections by workers themselves in each process (self-inspection), and set up error-proofing.
From this point of view, it is not always appropriate to conduct inspections only for the purpose of sorting non-defective products from defective products or distinguishing between good lots and bad lots.
In fact, inspections are carried out for various other purposes as well.
Let’s take a look at some representative examples.
Checking quality at manufacturing plants
“Quality should be built into the process” and cannot be guaranteed by inspection alone.
Excellent manufacturers have systems in place to eliminate defective products through self-checks by workers and prevent the occurrence of defective products.
We must be careful to check the quality standards.
In other words, it is confirmation of the quality standards for the process to be normal.
for example,
① Are you overlooking defective products due to abnormalities in gauges and measuring instruments?
② Are there any defective products due to misreading of drawings or inappropriate work instructions?
Collection and feedback of quality information at manufacturing plants
Even if there are no defective products in reality, we need to take countermeasures as soon as the average value of the lot approaches the specification limit value.
Continuous data (characteristic values) are effective when we make such judgments.
However, since there are many cases where only count data (number of defects, number of defects) is left at the manufacturing site, the Continuous data from the inspection department is fed back to the manufacturing department.
Maintaining and keeping quality records in the manufacturing plant
Especially in the case of safety parts, it is necessary to keep inspection records of lots for a long period of time for PL measures.
Data for such purposes should be organized and stored in the inspection department.
Motivating Quality Improvement in Manufacturing Plants
Inspection on the supply side tends to be lax for customers who do not complain even if a few defective products are mixed in.
On the other hand, if there are on-site inspections by customers on the supply side, advance in-house inspections tend to be conducted particularly carefully.
Proper implementation of incoming inspections has a positive impact on the quality level of purchased goods.
One effective way to improve quality awareness is to evaluate the performance of incoming inspections and provide feedback to suppliers.
In particular, if we adopt a sampling inspection with adjustment and use different types of inspections, such as normal, tight, and loose inspections, it will be useful in rating suppliers and will give them a great stimulus for quality improvement, since it will affect their future market share.

Shortcomings of inspections in manufacturing plants
Inspection is not always the best method. If it is certain that there are no defective products, inspection may not be necessary.
Also, inspection by itself is not a sufficient assurance of quality.
Inspection alone does not improve the quality of a process.
Examples of cases where inspection alone is not sufficient assurance of quality are as follows
Destructive inspection
In destructive inspection, there are items that cannot be tested without destroying or damaging the item, such as strength tests.
For such items, it is not possible to test to sort out good items from bad ones.
Aging
Even if the product is good at the time of inspection, it may be deformed or altered during transportation and storage, or rust, mold, or chemical changes may occur over time.
Measurement error
A good product may be judged as defective due to measurement errors, or conversely, a defective product may be judged as good.
When chemical analysis is involved, errors in sampling and sample measurement are also included, and these errors affect the acceptance/rejection decision.
Appearance inspection
Users’ requirements for appearance quality are often qualitative, and often substitute characteristics are used when inspecting this.
Therefore, there are cases in which shipping a defective product in appearance does not result in complaints.
Conversely, there are cases where complaints are received even when good products are shipped.
Other
It is generally uneconomical to inspect all items of required quality and Inspecting many items leads to inspection errors.

Types of inspections in manufacturing plants
Types of inspections in manufacturing plants are
(1) “Classification by the section where the inspection is performed”
(2) “Classification by inspection method”
(3) “Source inspection” using poka yoke, etc.
Classification by the section where the inspection is performed
When categorizing inspections by the section, there is first the incoming inspection, which is conducted at the receiving stage.
Next, there are in-process inspections and final inspections conducted between processes.
Finally, there is the outgoing inspection, which is conducted at the finished product stage.
The characteristics of each of these inspections are as below.
Incoming inspection of manufacturing plants
Incoming inspection is performed to determine if the offered lot is acceptable or not
Incoming inspection is to determine if it is acceptable to accept the product from the subcontractor or purchaser.
Inspection objects include raw materials, parts, semi-finished products, and finished products.
A characteristic of incoming inspections is that the status of process control is not known to the purchaser.
It also means that improvement activities cannot be implemented by the purchaser alone.
In order to guarantee the quality of the purchaser’s back-end process, it is necessary to investigate the supplier’s process control status, to exchange information with the supplier, and to provide guidance and assistance to the supplier on a regular basis.
In-process and interim inspections at manufacturing plants
In-process and intermediate inspections are “inspections conducted within a manufacturing department to determine whether or not a semi-finished product can be moved from one process to the next.
In other words, this inspection is performed to prevent defective products from being passed on to the next process during the process.
There are two methods of in-process inspection: one is conducted by an inspection department such as the Inspection Section, and the other is conducted by a manufacturing department such as the Production Section.
In particular, inspections conducted by workers in manufacturing departments on products they have processed themselves are known as self-inspections.
the self-inspections combine processing or assembly and inspection into a cohesive operation that raises workers’ awareness of the need to improve quality.
In addition, self-inspection enables prompt action to be taken in the process, thereby enhancing quality assurance.
When the inspection department performs in-process inspections
(1) Where is the most efficient place to conduct self-inspection?
(2) Where should defects be detected to facilitate action?
(3)What information is necessary for process control?
Consider the above items.
Shipping inspection in the inspection department of the manufacturing plant
Shipping inspection is an inspection performed when a product is shipped.
In other words, this inspection determines whether a product lot is acceptable for shipment, and is an important quality assurance inspection.

Classification by method of inspection in the manufacturing plant
Inspection methods include total inspection, sampling inspection, and no-test inspection (indirect inspection).
Total inspection(100% inspection)
A 100% inspection is defined as “an inspection of all items of a product or service.
When inspection is performed on a group of goods or services, this group is called a lot.
The grouped goods in a single lot were produced under the same production conditions.
An item refers to the unit in which the inspection is performed.
Sampling inspection
Sampling inspection is an inspection using a partial sample of a product or service.
The sampling inspection is performed by setting a combination of the size (n) of samples randomly selected from a lot and the number of pieces (C or AC) to be judged to pass the inspection.
The judgment number of acceptable pieces (C or AC) is the maximum number of defective pieces for which a lot is judged to be acceptable.
This combination of n and C (or AC) is called the “sampling inspection method.
In other words, sampling inspection is an inspection in which a portion of a sample is removed from a submitted collection of goods, tested, and the number of defective goods found is compared with the number of acceptable pieces to make a judgment of acceptance or rejection.
To be more specific, quality inspections on the production line include “total inspection” and “spot checks,
It is not economical and realistic to inspect all parts such as bolts, nuts, light bulbs, electronic parts, etc., which are produced in huge quantities and are inexpensive, because the man-hours and costs involved are enormous.
Also, if the product breaks down during the inspection, a 100% inspection cannot be performed.
Therefore, 100% inspection is generally performed for “products that are critical to human life,” “expensive products,” and “products that are not consumed/destroyed by the inspection.
Therefore, in many processes, various products are subject to sampling inspections.
No-test inspection and Indirect inspection
No-test inspection is an inspection that omits testing of samples based on quality information, etc.
Indirect inspection is an inspection that omits the incoming inspection test by checking the inspection results of each lot on the supplier’s side, if necessary.

Classification by type of inspection in the manufacturing plant
Destructive inspection
Inspection with destructive testing, destructive testing means testing that destroys an item or is performed in a manner that reduces the value of the item.
For example, in cases involving destructive tests such as product life tests, accelerated degradation tests, destructive strength tests, tensile tests of metallic materials, impact tests of non-metallic materials, heat generation tests of injectable drugs, and accelerated degradation tests of electronic devices, total inspection is impossible, and therefore, in principle, sorting type sampling tests and continuous production type sampling tests cannot be applied.
Not only is 100% inspection not possible in the case of destructive inspection, but even in sampling inspection, only a relatively small number of samples can often be examined.
In such cases, it is generally not a good idea to try to guarantee quality by inspection alone.
Therefore, it is important to stabilize the quality and to be able to confirm the quality even with a small number of samples.
On the other hand, since nondestructive inspection methods that can be substituted for destructive testing are rapidly advancing, it is necessary to consider whether nondestructive inspection can be substituted for destructive testing.
Nondestructive inspection
The majority of tests that are usually performed are nondestructive tests, which are tests that do not diminish the value of an item when it is tested.
It is a method of inspecting an object without destroying it.
Radiation, ultrasonic waves, electromagnetic induction, fluorescent dyes, etc. are used in some cases.

Nondestructive testing can examine the presence or absence of cracks and voids, as well as their size and shape, without breaking or damaging the inspected object.
The main feature of this inspection is that the inspected object can be used as it is.
Non-destructive inspection can prevent problems caused by component failure or damage.
Non-destructive inspection can prevent problems caused by parts failure or damage.
For this reason, nondestructive inspection is performed on a wide variety of industrial products.
Classification by location of inspection in the manufacturing plant
Bench inspection
The most common method of inspection is to bring the goods to a specific inspection station.
Bench inspection is used when it is easier to inspect items in one place or when special testing equipment is required, but it has the advantage of making it easier to distinguish between lots.

Patrolling inspection
A patrolling inspection is a type of inspection in which inspectors visit a site to inspect finished products in the case of in-process inspections.
A Patrolling inspections are widely used in factories because they can be conducted without interrupting the process flow, prevent defective products, and detect them at an early stage.

Upstream inspection by Poka-Yoke
Mr. Shigeo Shingo, who developed Poka-yoke, stated that the following inspections are quality control inspection methods that improve quality.
Screening inspection: The old “inspection” which is just sorting and Inspections only to find defects
Information inspection:” Feedback of defective information to prevent recurrence” and Inspections to reduce defects.
Upstream inspection” by Poka-Yoke: “Take countermeasures when mistakes occur to prevent defects from being created and Inspection to prevent defects
Mr. Shigeo Shingo thought that the best inspection was the “source inspection” using poka-yoke.
Poka-yoke was then used at Toyota and Panasonic plants to prevent human error, with astounding results.
Related Articles:ポカヨケ対策 Poka yoke【図解】

Economy of inspection at the manufacturing plant 100% inspection & sampling inspection
The purpose of normal inspection is to remove defective products, so inspection does not improve the quality of the product.
The more time spent on inspections, the higher the cost.
For this reason, methods such as sampling inspections were developed in order to conduct inspections with a small number of samples.
However, safety-related defects and serious defects must be 100% inspected.
(1) Initial stage of production (first product inspection)
According to the current concept of quality control, it is an ironclad rule that product quality should be built in the process.
However, design and production processes are often not established in the early stages of manufacturing.
This is because in the early stages of manufacturing, process control points are unknown, and design and process changes are often made.
In such a situation, the process is unstable and it is difficult to build up quality in the process, so it is necessary to ensure quality through inspection.
(2) When production volume is low and production is intermittent
If the production volume is low and production is only intermittent, production may switch over when the workers are accustomed to it, so inspections are necessary during such low-volume, high-mix production.
(3) When defects cause significant hazards.
100% inspection must be performed to prevent safety defects and serious defects.
(4) When there is a change in design or production process
When changes are made to the design or production process, it is necessary to confirm that the changes have been implemented and to check for secondary defects due to the changes.
When major changes are made, they should be inspected at the same level as the initial product inspection.
(5) Insufficient process capacity
If process capacity is insufficient, defective products will be mixed in the product lot, and a 100% inspection must be performed to eliminate defective products.
In this case, it is necessary to track down the cause of the insufficient process capacity, and the department in charge should issue inspection costs and clarify responsibility.
Inspection and quality assurance in manufacturing plants
Quality assurance is to guarantee that consumers can buy products with peace of mind and use them for a long time with full satisfaction.
In other words, it is said to be a promise to produce and sell products that consumers can use and buy with peace of mind.
Therefore, quality assurance is not something that can be carried out only by the inspection department, but rather requires the design and manufacturing departments to carry out activities to build up quality.
Planning inspections in manufacturing plants
When planning an inspection, it is important to gather the following types of information and to plan on the basis of this information.
(1) Quality information required by consumers or next process
(2) Information on the quality of the last process
(3) Inspection costs or costs incurred due to shipping defective products
(4) Information on measurements and tests to investigate quality
Then determine the following
What inspections will be performed?
What quality characteristics will be inspected?
When, where, and by whom will the inspections be performed?
Subject matter of Inspection
When planning an inspection, the first question is what to inspect, The next question is how to inspect.
So let us first consider the subject matter of the inspection.
Merchandise, Products, Goods
It is common knowledge that products are inspected when they are finished and shipped, but the method of inspection depends on the character and application of the product.
For example
(1) Mass production, small-lot production, or individual production
(2) Whether the product is made to order or market production ?
(3) Whether defective products can be easily repaired or replaced with good products.
(4) Whether the impact of using defective products is minor or not.
The method of inspection should be changed according to the above.
Since the same product may be used for various purposes, the inspection method should be carefully considered for each product.
Inspection unit
An inspection unit is the number of units or unit quantity of an product chosen for the purpose of inspection.
For example, a pair of socks or half a dozen coffee cups.
In the case of long products or powder mixtures, the inspection unit should be determined according to real conditions.
For example, a length of steel belt is 1 m, a ton of flour is 1 t, and so on.
Checklist
It is normal for a product to have many quality items.
For example, dimensions (length, width, thickness), weight, performance, appearance, etc.
How these items are inspected depends on the following conditions
(1) Whether the inspection can be done easily (cost and time)?
(2) What is the defect rate of the item?
(3) What is the impact of missing a defective item in the item?
(4) Whether the inspection is specified in the contract with the client?
Choice of 100% inspection, sampling inspection, or no-test inspection (indirect inspection)
There are two main reasons for what type of inspections are conducted: economic and quality.
(a) Consideration from an economic standpoint
Compare the loss due to defects when the defects are shipped without inspection or passed to the next process with the loss of Ao $ and the loss of Bo $ when defects are inspected and treated before shipping.
If Ao<Bo, the product is shipped or passed to the next process without inspection.
If Ao > Bo, the product is inspected, and all defective products are reworked or replaced before shipping or passing to the next process.
In general, Bo changes only slightly with a change in lot defect rate β, while Ao increases almost linearly with an increase in defect rate.
Therefore, as shown in the figure below, drawing both of them on the graph generates the intersection point Ao =Bo.
This intersection point is called the break-even point, and the value of the defect rate on the horizontal axis of the intersection point is called pb ( percent defective of break-even point) or BEQ ( break-even quality)
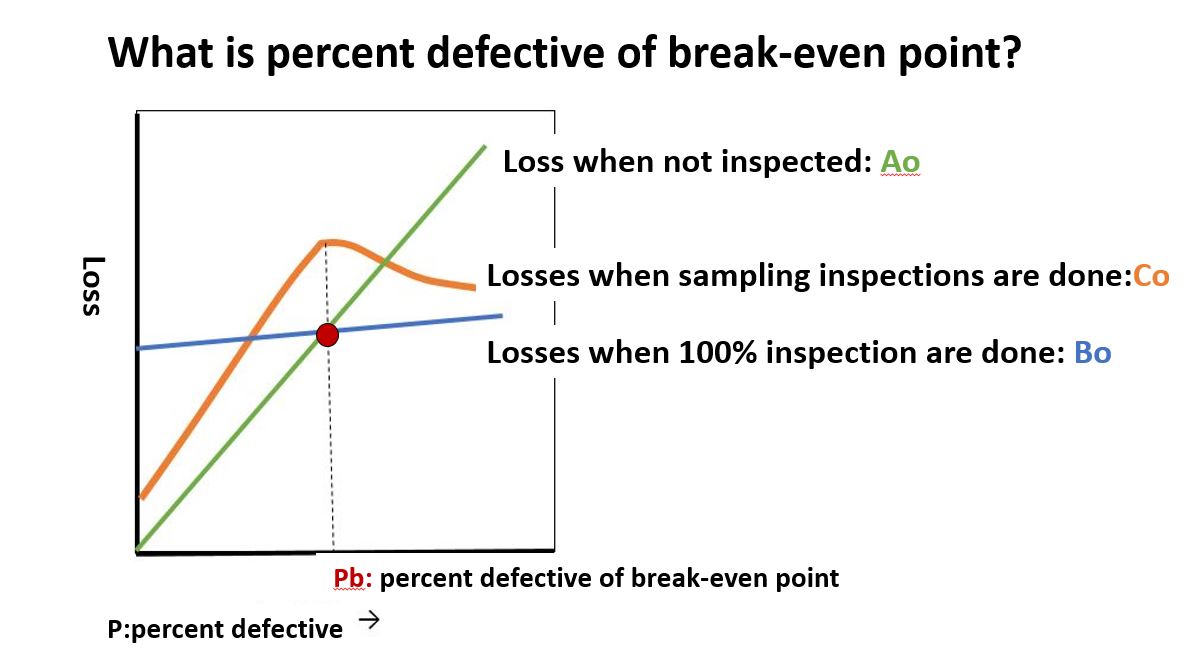
If past records shows that the defect rate of a lot is clearly greater than pb ( percent defective of break-even point), then 100% inspection is advantageous.
Conversely, if the defect rate of a lot is clearly known to be less than pb ( percent defective of break-even point), then no inspection is advantageous.
In contrast, when sampling inspections are conducted, loss Co is always higher than Ao and Bo.
Sampling inspections always seem uneconomical, but there’s a reason for this.
The sampling inspections is used when it is difficult to judge whether p(percent defective)
greater than or less than pb( percent defective of break-even point)
In fact, the Pb itself varies as shown in the figure below.
The loss Bo of all inspections can be obtained relatively accurately, but the estimation of the loss Ao of no inspections is very difficult.
In particular, losses due to shipments of defective products are often difficult to measure, including loss of customer satisfaction and market share.
Therefore, if Ao( loss of no inspection) fluctuations, Pb ( percent defective of break-even point) also fluctuations.
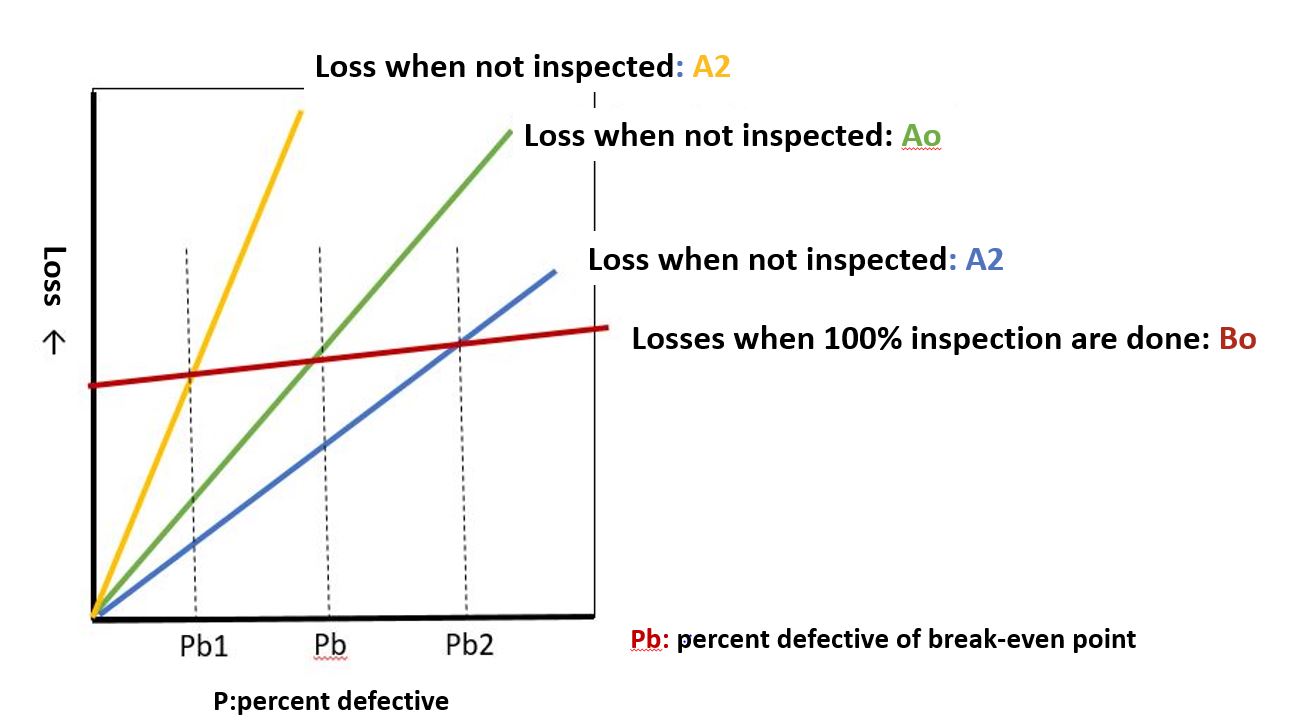
Therefore
If P > Pb1, then 100% inspection
If P<Pb2, then a no-test inspection
is adopted.
However, if Pb2≤P≤Pb1, sampling inspection should be considered.
Examples are as follows
A: Amount of loss due to shipping or passing one defective item to the next process ($)
B: Cost of inspection per item ($)
V: Cost of rework or replacement of an item determined to be defective upon inspection ($)
If lot N with defect rate p is shipped as is or passed to the next process, the loss is
$$Ao―N×p×A$$
If 100% inspection is performed and all defective products are repaired, all costs are as follows
$$Bo=N×B十V×p×V$$
On the other hand, the break-even point (BEP) of an inspection is
$$Ao-Bo$$
$$N×p×A=N×B+N×p×V$$
and the defect rate at the break-even point, or critical defect rate pb(percent defective of break-even point)is calculated .
$$po=B/A-V$$If the defect rate P of a lot is P<Pb, no inspection is performed and the lot is shipped as is or passed to the next process.
If P > Pb, 100% inspection is performed and all defective products are repaired or replaced before shipping or passing on to the next process.
In this case, what becomes important is the estimation of the amount of loss when defective products are shipped and the estimation of the defect rate of the inspection lot.
In particular, the amount of loss is difficult to estimate due to the large variation.
The risk assessment method is one way to qualitatively assess the amount of loss.
This method sets multiple evaluation items for each product characteristic, evaluates the risk level of each item at three levels (high, medium, and low), and decides whether to conduct an inspection when the total risk level is high or not to conduct an inspection when the total risk level is low.
(b)Quality considerations
The aim of inspection is to assure quality to the consumer or the next process.
Although 100% inspection should be performed, depending on the nature of the inspection, such as destructive inspection, it may not be possible to perform a 100% inspection or it may be economically disadvantageous to perform a 100% inspection.
Quality assurance requires that target quality be achieved at each stage from product design to prototyping and manufacturing.
It is also necessary to inspect the finished product to check whether the quality level is on target and to remove defective products.
What is sampling inspection at a manufacturing plant?
The sampling inspection is an inspection in which a portion of a lot is sampled, measured, tested, and the number of defective products found is compared with the Ac(acceptance number) to make a pass/fail decision, and is a statistical method that takes economic efficiency into consideration.
Therefore, the sampling inspection has the advantage of reducing the overall inspection time and the disadvantage that defective products may be mixed in or judgment may be erroneous because not all products are inspected.
It is important to carefully examine these advantages and disadvantages when introducing sampling inspections.
The sampling inspections can be roughly divided into sampling inspection by attributes and sampling inspection by variables.
Sampling inspection by attributes is an inspection in which a sample is tested, the sample is divided into good and defective products, and the number of defective products is counted and compared with a predetermined Ac(acceptance number) to determine whether the lot has passed or failed.
Sampling inspection by variables is an inspection in which a sample is tested, the average value and standard deviation are calculated from the resulting weighing value data, and the lot is judged as acceptable or unacceptable by comparing it with a predetermined judgment value.
The inspection format includes single sampling, double sampling, and multiple sampling.
In the single sampling method, a sample of a specified size is sampled once from a lot, and the lot is judged as acceptable or unacceptable based on the results of that test.
In the double sampling method, a sample of a specified size is sampled for the first time, and a judgment is made based on the results of the test whether the lot passes, fails, or continues to be inspected.
If the decision is made to continue the inspection, a sample of the specified size is taken as the second inspection, and a pass/fail decision is made based on the cumulative results of that inspection and the first inspection.
In the multiple sampling method, a sample of a given size is tested each time, and the cumulative results up to a certain number of times are compared with the lot’s standards to make a pass/fail judgment.
The next step is to decide whether or not to proceed with the inspection based on the results of the evaluation.
The following article on sampling is helpful.
Related Articles:統計調査とサンプリング、標本調査
What is the ISO definition of sampling inspection?
ISO defines sampling inspection as “the inspection of a designated number of items selected from a larger quantity or lot to determine the acceptability of the entire quantity or lot.”
Sampling inspection involves selecting a representative sample from a larger population of items and inspecting it according to specific acceptance criteria. The sample is chosen in a way that ensures it is representative of the entire population and that the inspection results can be extrapolated to the entire lot or population.
The Japanese JISZ9015-1 standard is proposed to be consistent with the international standard ISO/DIS2859-1.2 : 1997, and the JIS and ISO standards are consistent to provide a common understanding of inspection standards.
ISO/DIS2859-1.2: 1997, Sampling procedures for inspection by attributes- Part 1 : Sampling plans indexed by acceptable quality level (AQL) for lot-by-lot inspection
When a sampling inspection is required
destructive inspection
In the case of destructive inspection, since it is impossible to inspect all the products, sampling inspection is necessary unless the product can be inspected without inspection.
Cases in which sampling inspections are advantageous
When it is unclear whether the quality of a lot is better or worse than the BEQ(Break-even Quantity), sampling inspections are often more advantageous.
The quality of lots fluctuates, and BEQ also fluctuates, so it cannot be said that the quality of lots is always better than BQ.
Especially in the case of large quantities or large amounts of products, sampling inspections are often advantageous because the cost of sampling inspections is relatively low.
Advantages of sampling inspection
The advantages of sampling inspections include
Easy to understand information about quality
Sampling inspections measure accurately and are easy to record because a small number of samples are examined.
This is useful during process analysis and also serves as a basis for investigating the cause of complaints when they occur.
A small number of continuous data is more useful for process analysis than a discrete value data.
Quality can be guaranteed.
Sampling inspections examine a small number of samples, making it possible to accurately examine each inspection item.
Also, since a small number of samples are examined, there are fewer inspection errors.
Motivate quality improvement
If 100% inspection is conducted, workers on the manufacturing floor become overly reliant on inspection.
Rather, it would be more helpful to improve quality by making sampling inspections to clarify causes and measures.
case study1
Despite the fact that NTT conducted a 100% inspection of all major materials purchased, the incidence of failures was high.
In 1963, the company abolished total inspection and shifted to sampling inspection with adjustment, which greatly reduced the occurrence of failures.
Conditions for sampling inspection
The conditions for sampling inspections are as follows
The lot to be inspected is clear.
The scope of the inspection lot should be clearly understood in advance because there is a possibility of leaking defective products if the object to be judged is unclear.
A certain amount of defects are allowed in the passing lots.
The sampling inspection cannot guarantee a zero defect rate, so some defective products are allowed to be mixed in the lot.
However, except in the case of safety-related products or special applications such as space development, a small amount of defective products is generally not a major poblem.
Samples that are representative of the lot should be sampled
Samples are usually randomly sampled to be representative of the lot.
If the inspection lot is divided into several sublots, stratified proportional sampling is used.
Clear specifications, standards
In sampling inspections, judging whether one product is good or defective often decides whether the whole lot passes or fails.
Therefore, it is necessary to clarify the quality judgment standard, sampling method, etc. so that the judgment will be correct no matter who judges.
Lot size for sampling inspection
A lot is a collection of products, parts, or materials of the same type.
Lots are called production lots, inspection lots, transportation lots, etc., depending on the purpose of collecting them.
If there is no variation in the quality characteristics that make up a lot, the quality of other products can be grasped by taking a sample from the lot and examining the quality of that sample.
Conversely, if the variation is large, the inspection lot should be composed of lots produced under the same conditions to reduce the variation
If the variation within a lot is the same, the larger lot can be inspected for the same quality with a smaller sampling ratio than the smaller lot.
However, the larger the lot size, the more likely it is that the lot will consist of lots with different production conditions, resulting in poor sampling inspection quality.
Random Sampling
How the sample is extracted is an important aspect of the inspection process.
Samples are extracted by random sampling when sampling inspection.
Random sampling is the correct method to extract data with the same probability.
However, it is not easy to randomly pull samples from warehouses, etc.
Furthermore, it is impossible to prove after the fact whether the samples obtained were taken at random.
Therefore, various measures are being taken to solve these problems.
Solution 1:
Sampling is done during the movement of goods.
Example: Sampling is performed when products are being transported to the warehouse.
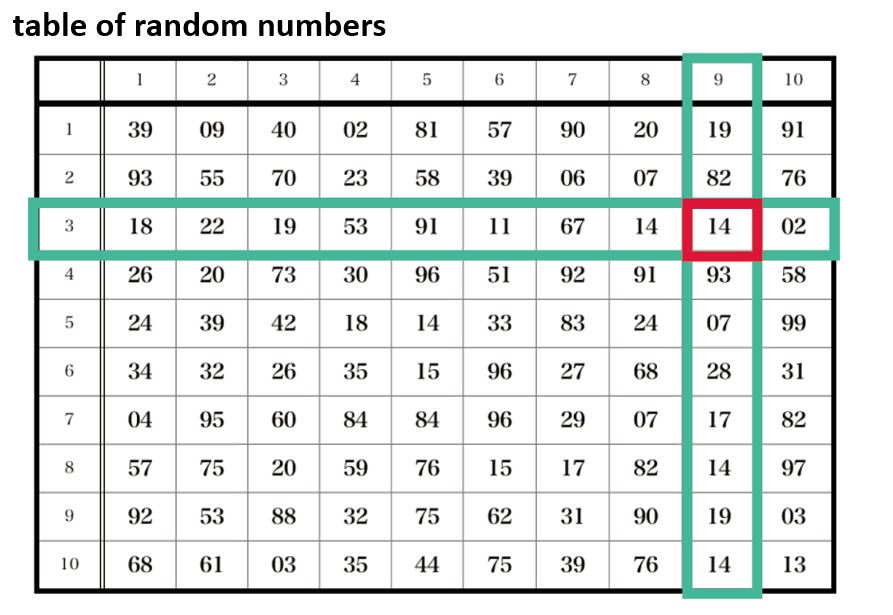
Solution 2:
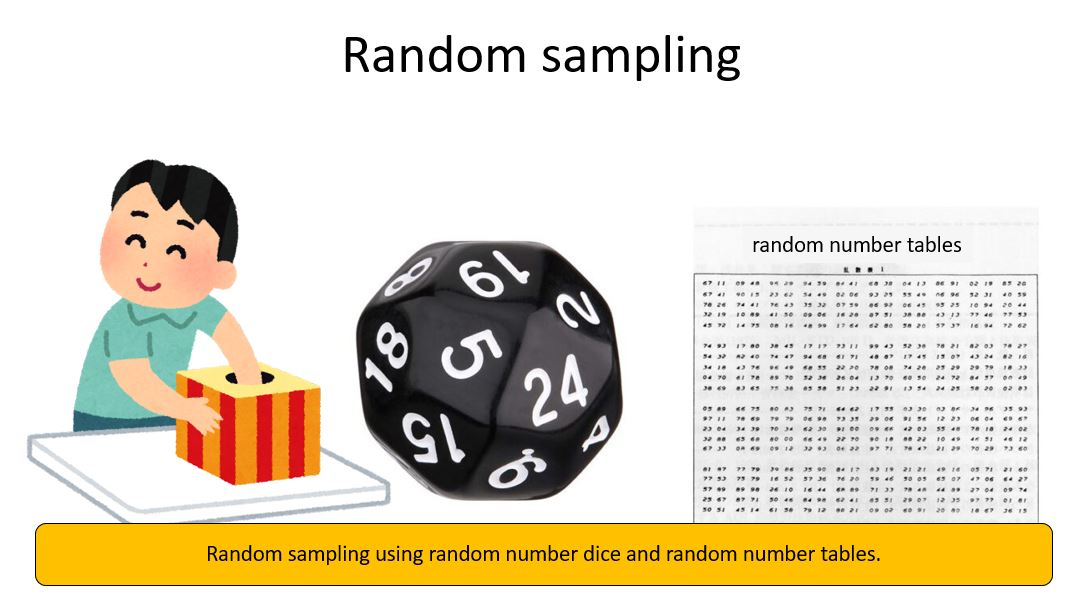
Use table of random numbers
Types of sampling inspections in manufacturing plants
The types of sampling inspection are as follows.
Sampling inspection by number of defects・・・sampling inspection by attributes
Sampling inspection by continuous data・・・・ sampling inspection by variables
Sampling inspection by number of defects
This is a sampling inspection in which the quality of the inspection unit is divided into good or bad and the quality of the lot is expressed as a percentage of defects.
Example 1
In the sampling inspection of screws, 100 screws are sampled out of a lot size of 700 pieces.
If two or fewer of these screws are defective, they are considered to have passed the inspection; if three or more are defective, they are considered to have failed.
Sampling inspection by continuous data
This is a sampling inspection in which the quality of an inspection unit is expressed by its measured value, and the quality of a lot is expressed as an average value or defect rate.
Example 2
When the lower limit of the weight of a product is defined as 50.0g or more, a sample of 10 pieces is taken and if the average value is 50.35g or more, the lot passes; if the average value is less than 50.35g, the lot fails.
Type of sampling inspection
Sampling inspections are generally classified into the following four types.
(a) Standard type
(b) Selective type
(c) Adjustment type
(d) Continuous production type
Standard type sampling inspection
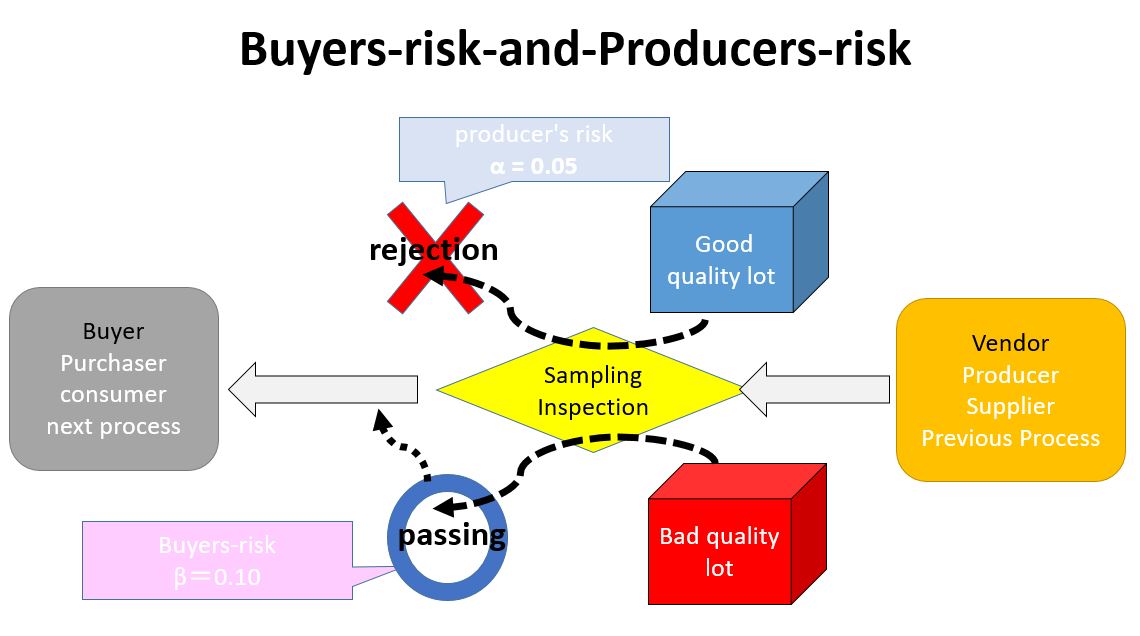
The standard type is designed to satisfy the requirements of sellers and buyers, taking into account protection for sellers and protection for buyers.
Protection for the seller is ensured by determining a certain small value for the probability α (producer’s risk) that a good quality lot will fail inspection.
Protection for the buyer is ensured by determining a certain small value for the probability β (buyer’s risk) that a defective lot will pass inspection.
Typically, the producer risk is α = 0.05, which is the probability that a good quality lot will fail inspection 5 times out of 100.
Also, the buyer’s risk is β = 0.10, which is the probability that 10 times out of 100 a bad quality lot will pass inspection.
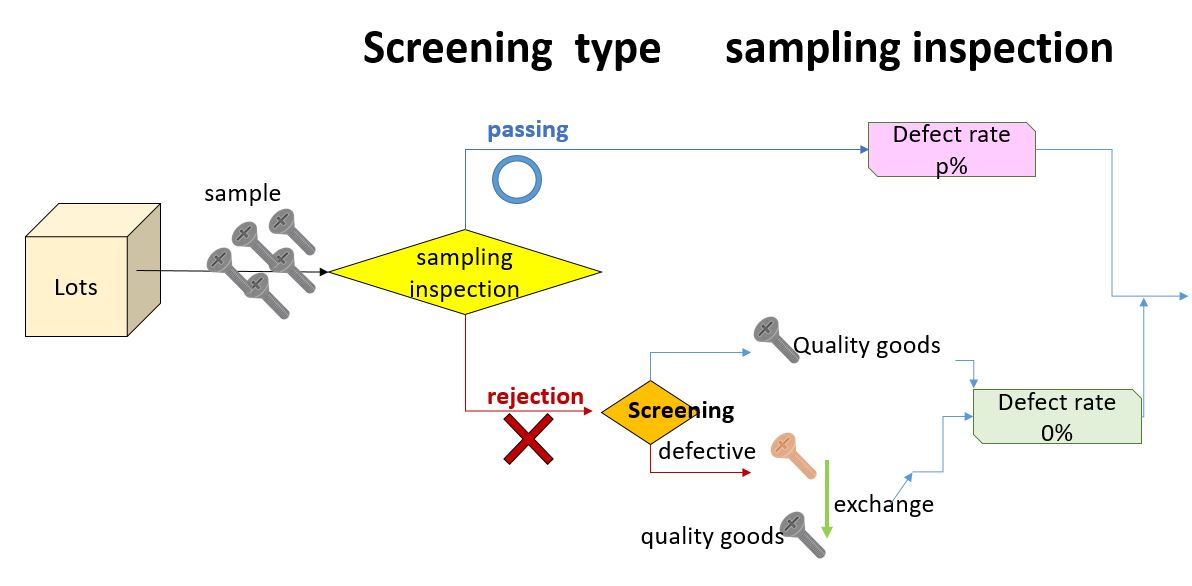
Screening type sampling inspection
The Screening type is a type of sampling inspection in which products that pass the sampling inspection are accepted as they are, but rejected products are screened out entirely.
Therefore, it is not applicable to destructive inspection where a 100% inspection is not possible.
The defect rate of screened lots is smaller because defective products are removed.
The average defect rate after inspection is called AOQ (Average Outgoing Quality)
As an example, the AOQ for N=2000, n=100 ,c=2 was calculated by varying the defect rate of the lot, and the results are shown in the figure below as a curve.
A curve plotting the calculation results with the defect rate p of the lot on the horizontal axis and the AOQ on the vertical axis is called the AOQ curve.
The value of AOQ increases as the defect rate of a lot increases from zero, but the value of AOQ reaches its maximum at a certain defect rate (in this case, around p=2%).
Thereafter, the value of AOQ becomes smaller and closer to zero as the lot defect rate increases, and the value of AOQ is completely zero at 100% lot defect rate.
Therefore, when Screening type sampling inspection is conducted, the average outgoing quality AOQ after the inspection does not exceed a certain value, no matter what the defect rate of the lots submitted for inspection may be.
This fixed value is called the average outgoing quality limit (AOQL).
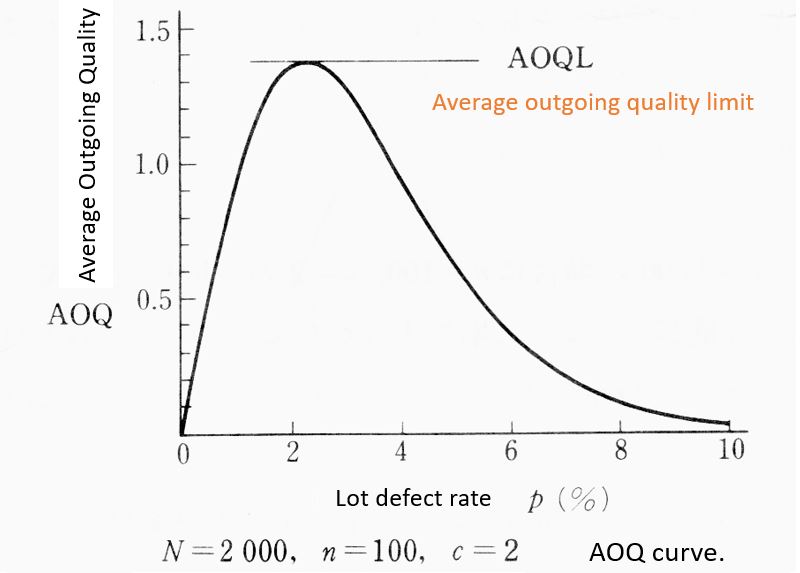
In this way, Screening type sampling inspection can give the assurance that the quality of the products that pass the inspection is not worse than the AOQL value on average, no matter what the defect rate of the lot is .
Adjustment type sampling inspection
Information from previous inspection results can be used for high-volume products that continue to be supplied by the same supplier.
Suppliers with good previous inspection records are subject to reduced inspection ( ‘reduced inspections‘), while those with bad records are subject to tough inspections (‘tightened inspections‘).
This type of adjusting sampling method is called sampling inspection with adjustment.
This inspection method is used in many inspections.
The first step in this inspection is to set the acceptance quality level (AQL: Acceptance Quality Limit).
The AQL is the defect rate approved at the time of acceptance inspection against the price determined by the supplier and the receiving party.
The use of higher materials reduces the defect rate, but conversely, if the price is higher, it is not advantageous for the buyer.
If there are a few defects but quality can be ensured by Screening inspection , etc., the AQL is determined by balancing the cost.
Sampling inspection with adjustment adjusts the guarantee of quality to purchasers by reducing or tightening the sampling inspection based on past inspection quality records. Sampling inspection with adjustment can be indexed by AQL or LQ, or be conducted as a skip-lot inspection plan. The sampling procedure for inspection with adjustment is defined in ISO 2859-1, ISO 2859-2, and ISO 2859-3.
*ISO 2859-1:1999:Sampling procedures for inspection by attributes−Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection
Serial production type sampling inspection
The first piece is inspected, and if a certain number of good pieces continue to be produced, the inspection is shifted to the sampling inspection of a certain batch, and if a defect occurs, the inspection is shifted again to the inspection of each piece.
Sampling Inspection system and Operating Characteristic Curve
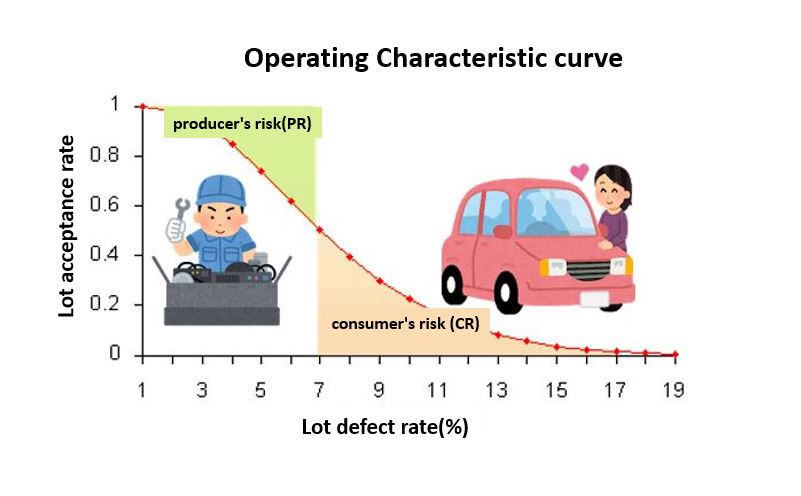
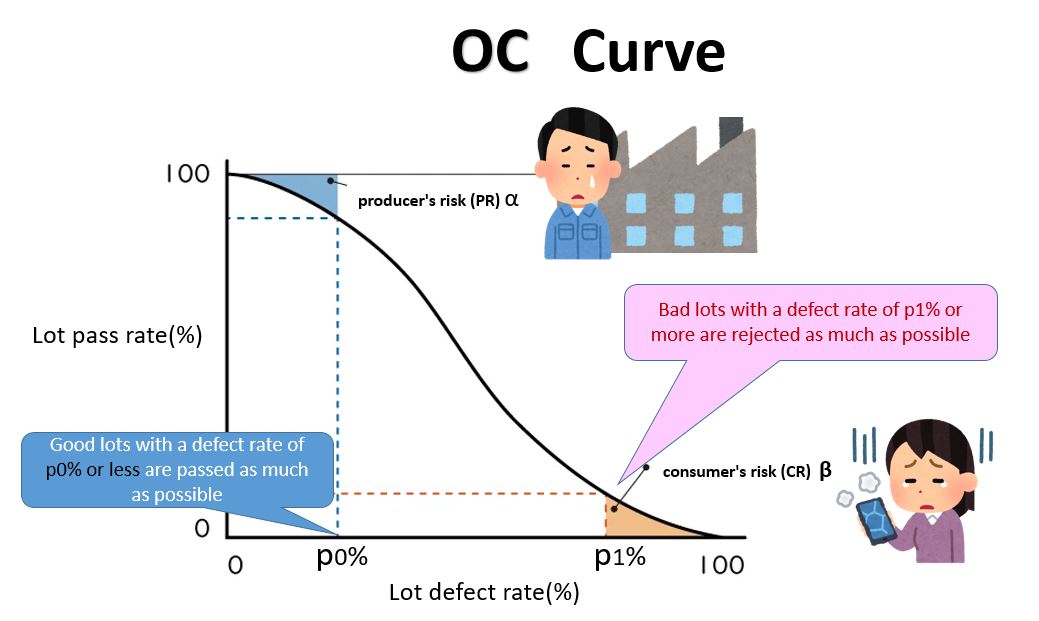
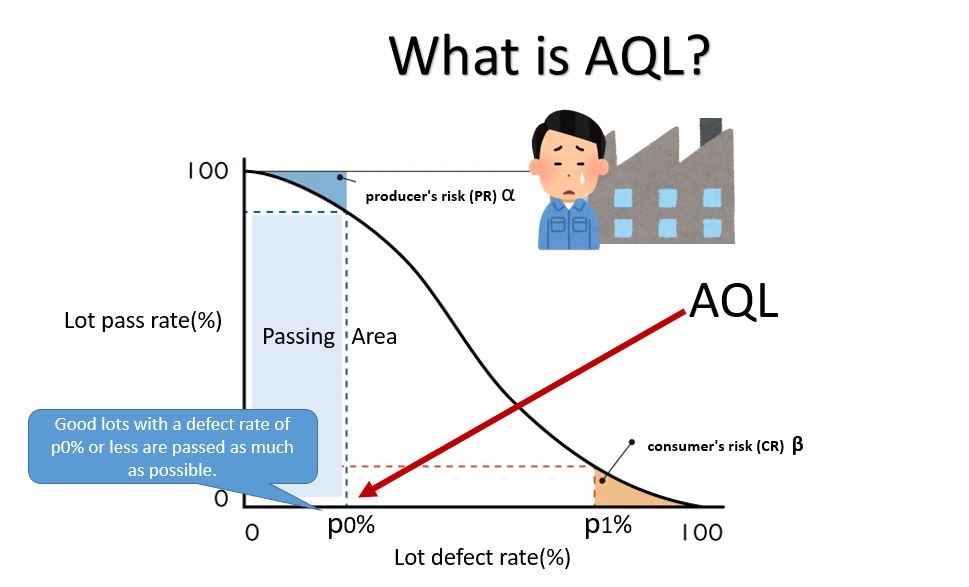
In sampling inspection by attributes, good lots with a defect rate of p0% or less should be passed as much as possible, and bad lots with a defect rate of p1% or more should be rejected as much as possible.
In the figure below, α (=1-P(p0)) is the probability that a lot is judged to be rejected when in fact the defect rate of the lot is less than p0 and it should pass.
α is called a type 1 error, also called producer’s risk because the larger it is, the worse off the producer is.
Also, β (=P(p1)) in the figure below means that when p = p1, the probability of this lot passing is β.
That is, to pass a lot even though the defect rate of the lot is really greater than p1.
Beta is called a type 2 error and is also called consumer’s risk because the larger it is, the worse off the consumer is.
In the sampling inspection system, a sample of size n is taken from a lot, and if the number of defective products in the sample is less than or equal to c, the lot is passed.
if the number exceeds c, the lot is rejected.
As an example, if you want to pass a lot with a defect rate of 1% or less and reject a lot with a defect rate of 4% or more,
Using the binomial distribution, the probability of X defects in a sample n can be calculated from the following equation.
$$P(x)=frac{n!}{x!(n-X)!}px(1-p)n-x$$
(x=0,1,2,3,4・・・n)
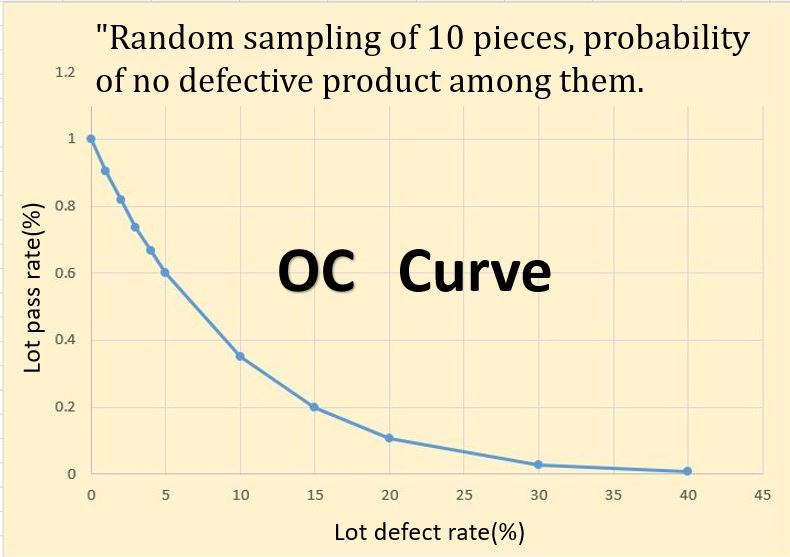
For n=10,X=0, the probability of no defects in a sample of size 10 is
$$P(0)=(1-p)10$$
and the calculation results are as follows
【Probability of no defective products in a sample of size 10】
| p(%) | P(0) | p(%) | P(0) |
| 0 | 1.000 | 10 | 0.349 |
| 1 | 0.904 | 15 | 0.197 |
| 2 | 0.817 | 20 | 0.107 |
| 3 | 0.737 | 30 | 0.028 |
| 4 | 0.665 | 40 | 0.006 |
| 5 | 0.599 |
According to the table, the probability of x=0 is 0.904 when the defect rate is 1%.
In other words, the probability that a good lot will be accepted is large, but the lot may be rejected by mistake one out of ten times.
Next, the probability of passing even a bad lot with a defect rate of 4% is as large as 0.665.
Furthermore, even a lot with a 10% defect rate in the sampling inspection system is passed with not a single defective product found on average 35 times out of 100 inspections.
In other words, the method of randomly taking a sample and passing it because there are few defective products will increase the probability that a bad lot with a large defective rate will be erroneously passed, or a good lot will be rejected.
This makes it impossible to guarantee sufficient quality at the time of shipment, and also makes it impossible to accept a lot with confidence at the time of purchase.
Or, if good lots are frequently rejected, screening costs will increase and production plans will be delayed.
The characteristics of the sampling inspection system described above, in which “10 pieces are randomly sampled, and if none of them is defective, the lot is deemed acceptable,” are shown in Figure 2.2.1 below.
This figure, with the defect rate p of the lot on the horizontal axis and the probability of acceptance ((L(p)) on the vertical axis, is called the OC curve (Operating Characteristic Curve)
The OC curve allows us to
(1) The probability of passing a lot with a defect rate of p% can be ascertained.
(2) The minimum defect rate of a lot to pass the lot can be ascertained.
Example of Sampling inspection by attributes
Given the sampling conditions (n, c), the probability that a lot with a defect rate of p% will pass under those conditions can be determined as follows
The probability of x defective products appearing in a sample of size n is P(x)
The lot is acceptable, meaning that the number of defects in the sample is less than c and x ≤ c.
So the probability that the lot will pass is
Probability of 0 defective products in the sample P(0)
Probability of 1 defective product in the sample P(1)
・
・
・
Probability of (c-1) defective products in the sample P(c-1)
The probability that (c) defective products occur in the sample P(c)
The probability of passing the test is L(P), which is obtained by adding all of the above, as shown in the following equation.
$$L(p)=P(0)+P(1)+・・・P(c)=sum_{x=0}^{c} P(x)$$Next, when determining P(x), the following equation is used to calculate P(x) using hypergeometric distribution in the case of Sampling inspection by attributes.
$$P(x)=P(x,n|p,N)$$
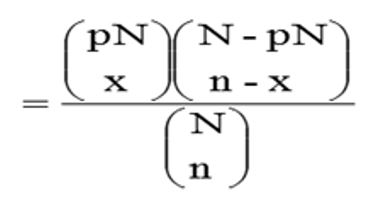 However, as N increases, the hypergeometric distribution and binomial distribution approximate each other, so there is no practical problem in calculating with the binomial distribution when N/n > 10, which is easier to calculate.
However, as N increases, the hypergeometric distribution and binomial distribution approximate each other, so there is no practical problem in calculating with the binomial distribution when N/n > 10, which is easier to calculate.
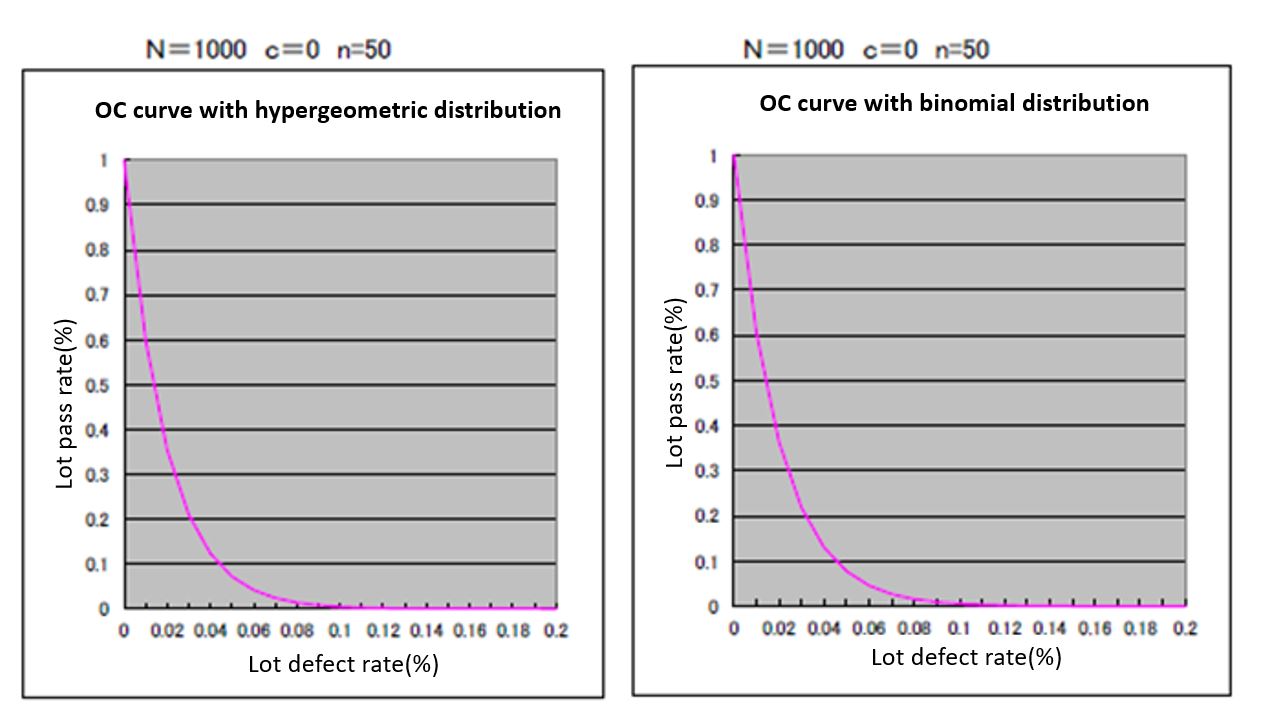
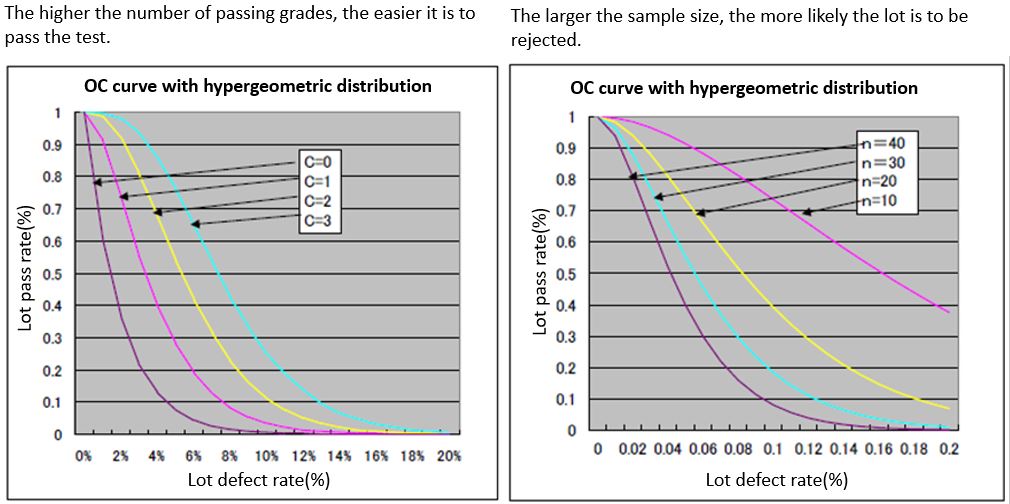
Variation of OC curve with sampling conditions
ISO 2859-1:1999(en):Sampling procedures for inspection by attributes
This is an explanation of “ISO 2859-1:1999(en):Sampling procedures for inspection by attributes — Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection”
This standard was originally established as MIL-STD-105 (U.S. Military Standard), and was established as ISO 2859 in 1974, and has been revised and improved since then.
The corresponding JIS Z 9015 was established in 1971 and revised in 1999 as JIS Z 9015-1, which is consistent with ISO 2859-1.
Aim of ISO 2859-1 Sampling procedures for inspection by attributes
ISO 2859-1 defines the sampling procedure for sampling inspections with adjustments.
Sampling inspection with adjustment adjusts the guarantee of quality to purchasers by reducing or tightening the sampling inspection based on past inspection quality records. Sampling inspection with adjustment can be indexed by AQL or LQ, or be conducted as a skip-lot inspection plan.
The purpose of this sampling inspection with adjustments is to purchase the best possible product when inspecting a continuous lot, and to save labor when purchasing the product.
A feature of this sampling inspection with adjustments to improve quality awareness so that quality goods are submitted.
(a)Buyer adjusts inspection tightness
In this sampling inspection table, suppliers of good quality goods are encouraged by applying loose inspection, while suppliers of poor quality goods are warned by applying strict inspection, and lots with poor quality are not passed as much as possible.
(b)Buyer selects supplier
By adjusting the inspection tightness, the quality level of each supplier can be determined, and it is possible to grade those suppliers who supply good quality goods and those who supply poor quality goods.
If orders are placed based on these ratings, competition in quality among suppliers can be expected to improve quality.
Feature of ISO 2859-1 Sampling procedures for inspection by attributes
(a)Guaranteeing quality in the long run
The purchaser is assured of the quality of the defect rate or the number of defects per 100 pieces specified as the AQL (Acceptance Quality Limit) if he uses this sampling inspection list for a long period of time.
(b)There are three different sampling types
This sampling inspection table has three types of sampling types: one sampling type, two sampling types, and multiple sampling types.
(c)The relationship between lot size and sample size is established.
In this sampling table, the size of the sample is determined from the lot size and inspection level.
There are three inspection levels: Inspection Level I, Inspection Level II, and Inspection Level III for “normal inspection” and four special inspection levels: S-l, S-2, S-3, and S-4 for “small sample inspection.
(d)It can be used for both defect rates and defect counts.
This sampling table can be used for both the defect rate (%) and the number of defects per 100 units; however, if the value of AQL is more than 10.0, it is used only for the number of defects per 100 units.
(e)Producer risk (α) is not constant.
In this sampling inspection table, the percentage (1-α) of AQL lots that pass the inspection is changed according to the size of the lot.
For example, in the one-time sampling inspection, the percentage of AQL lots that pass the inspection is roughly in the range of 0.874 to 0.994.
This is because the larger the lot size, the larger the sample size to increase the ability to discriminate between good and bad lots.
Scope of a document
This sampling table is applicable in the case of a counted sampling inspection, where the quality of a lot is expressed as a defect rate (%) or the number of defects per 100 units.
In particular, it is advantageous to apply this sampling table to cases where large quantities are purchased continuously from a large number of suppliers.
Keypoint of ISO 2859-1 Sampling procedures for inspection by attributes
AQL stands for “Acceptable Quality Limit.
AQL is the defect rate p0% when the pass rate L(p) of the lot in the OC curve is 1-α (consumer danger: type 1 error).
IISO 2859-1 defines AQL as ‘the upper limit of the permissible process average quality level when a continuous lot is submitted for sampling inspection.
If the quality of the product is that of a lot sampled from a process that is as good or better than the AQL, then the product will often pass.
ISO 2859-1 requires the AQL (%) to be set in advance to determine the frequency of inspection sampling.
The key points in the AQL setup are as follows
①AQL gives an indication of the quality required at the time of production
②Producers are required to produce better lots than the AQL.
③The AQL must be reasonably attainable from the producer’s standpoint and the quality must be reasonable from the consumer’s standpoint.
④Consider a defective product detection system.
For example, set AQL loosely for inspection systems that can be detected as defective during assembly.
AQL is strictly set for critical parts that are not replaceable and cause functional failure.
It is important that the AQL be well adapted to the required and acceptable quality range.
This AQL must be used on the producer’s and consumer’s side, with the understanding that the fewer defective products, the better.
Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection(normal inspection)
“Procedure of Sampling inspections with adjustments indexed by AQL” is as follows
Step 1: Determine quality judgment standards
Establish inspection units and standards for distinguishing between good and defective products, as well as standards for addressing them as defects.
Quality judgment standards include standards values, limit samples, etc.
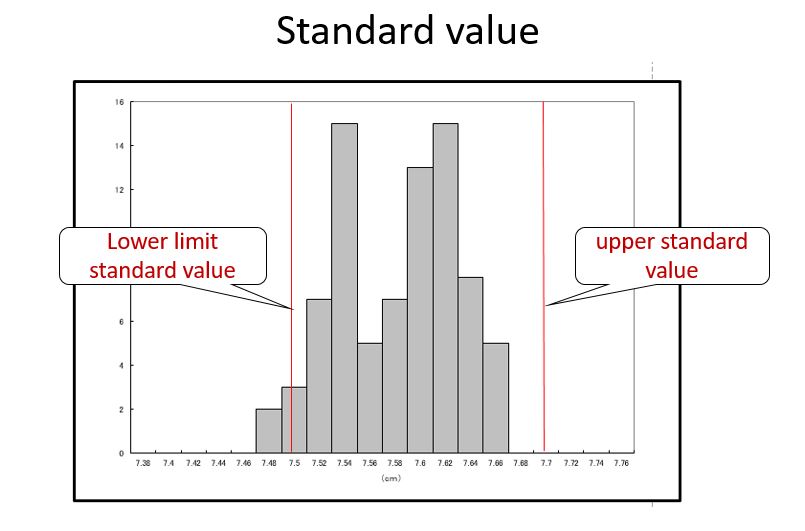
Step 2: Determine the AQL (Acceptable Quality Level)
An appropriate AQL shall be selected from among the 26 AQL levels from 0.100 to 1000 shown in the sampling inspection table. However, the AQL for the defect ratio shall be selected from among 16 AQL levels ranging from 0.010 to 10.0.
If there are two or more items to be inspected, an AQL may be given separately for each item to be inspected, or an AQL may be given for each defect group, such as heavy or light defects.
The following is a file list of sampling inspection table for the single sampling method.
Single sampling plans for inspection (ISO 2859-1) Master Table
Step 3: Determine the level of inspection
Inspection level is a level necessary to determine the relationship between lot size and sample size (number of samplings) for sampling, and is set in advance for sampling inspection.
The sampling inspection levels consist of three normal inspection levels (I, II, III) and four special inspection levels (S-1, S-2, S-3, S-4).
- Normal inspection level (I, II, III)
- Special inspection level (S-1, S-2, S-3, S-4)
Normal inspection level is the most used level, and Normal Inspection Level II is used when other levels are not specified.
The normal inspection level is designed so that the sampling size increases in the order of I < II < III, and the special inspection level is designed for situations where the sampling size must be kept small.
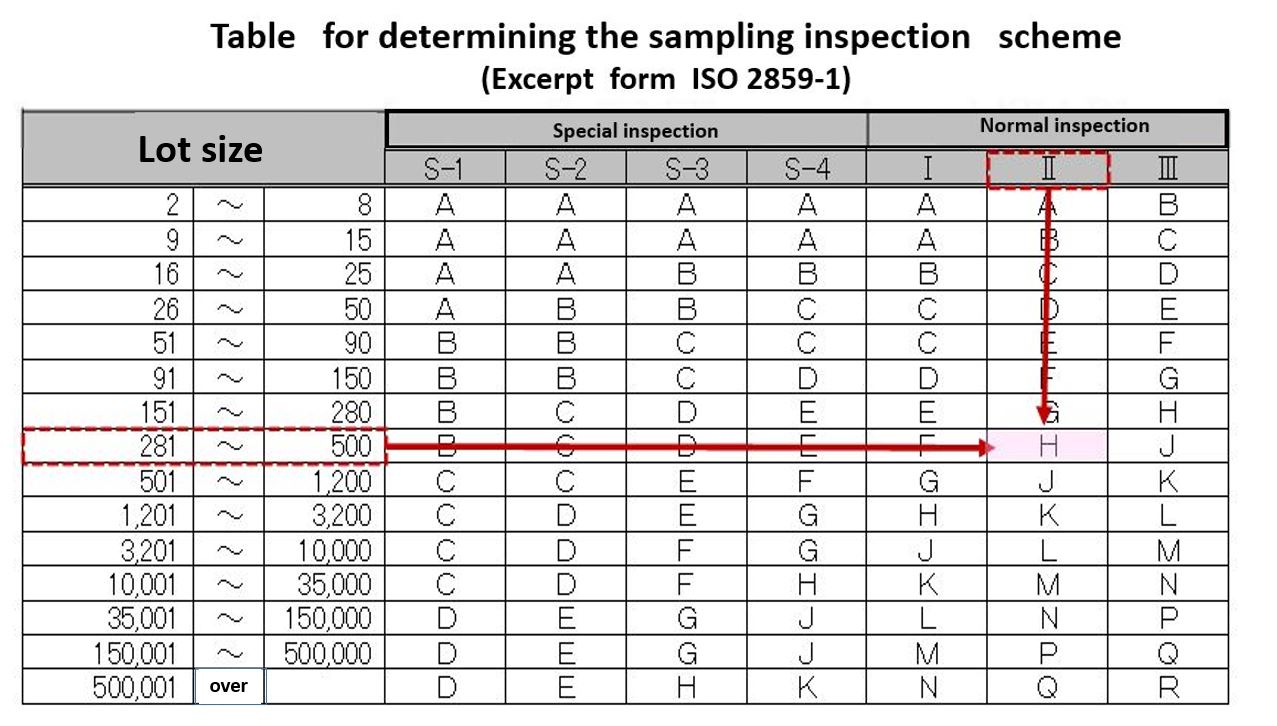
By selecting the lot size and inspection level, the sample characters (English characters) from the specified list in Table ISO 2859-1 Sample (Size) Characters below are identified.
As an example, if the lot size is 100 and the normal inspection level is III, “G” would be selected.
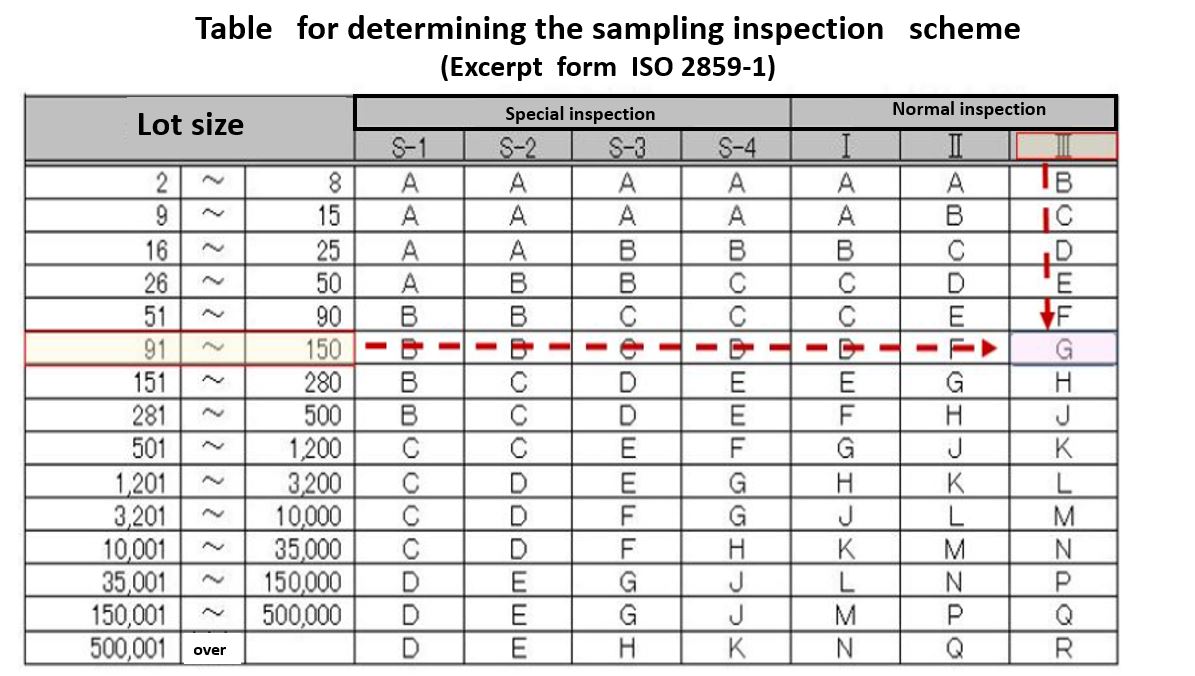
Sample size code letters
Step 4: Decide whether to use the single, double, or multiple sampling format
If the lot size, inspection level, and AQL are the same, the probability of the lot passing is the same regardless of which sampling format is adopted.
In the single sampling plans, a sample of a specified size is sampled once from a lot, and the lot is judged as acceptable or unacceptable based on the results of that test.
In the double sampling plans, a sample of the specified size is taken as the first test, and a judgment is made as to whether the lot passes, fails, or continues to be inspected based on the results of that test. If the judgment is made that the inspection continues, a sample of the specified size is taken as the second test, and a judgment of pass or fail is made based on the cumulative results of that test and the first test results.
In the multiple sampling plans, a sample of a specified size is tested each time, and the cumulative results up to a specified number of times are compared with the lot’s judgment criteria to make a judgment.
Step 5: Determine sampling system
As a rule, the first examination should begin with a Normal inspection.
①Normal inspection
Normal Inspection is a sampling inspection method that assures the producer a high probability of passing the inspection if the process average of the lot is better than the AQL.
*”Process average” can be interpreted as the defect rate when the process is in a state of statistical control.
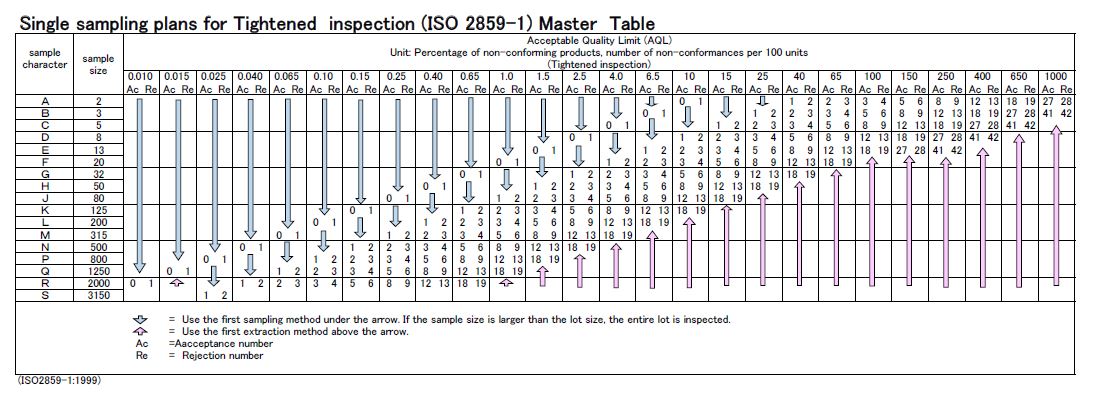
②Tightened inspection
This inspection uses a sampling inspection method that has stricter pass/fail criteria than the normal inspection.
③Reduced inspection
This inspection uses a sampling inspection method with a smaller sample size than normal inspection.
Step 6 Forming the lot
Lots should be grouped by the same product manufactured under the same conditions as much as possible.
In purchase inspections, the conditions under which each lot was manufactured are not clearly known, so they are often treated as the same lot.
It is important to define how to define the overall number (population) of production needed for sampling inspections, the so-called lot number (lot size).
Depending on how lot size is defined, the number of samples to be inspected will also vary.
Therefore, it is necessary to decide in advance what the number of lot sizes will be.
For example, there are cases where one lot is defined as one produced in one day, or where there is a day shift and a night shift and one lot is defined as one produced in each shift.
The key points in setting lot size are as follows
(1) Determination of lot size requires knowledge of the production process.
(2) Determine the upper and lower limits of the lot size.
(iii) Lot size should be products produced under the same conditions.
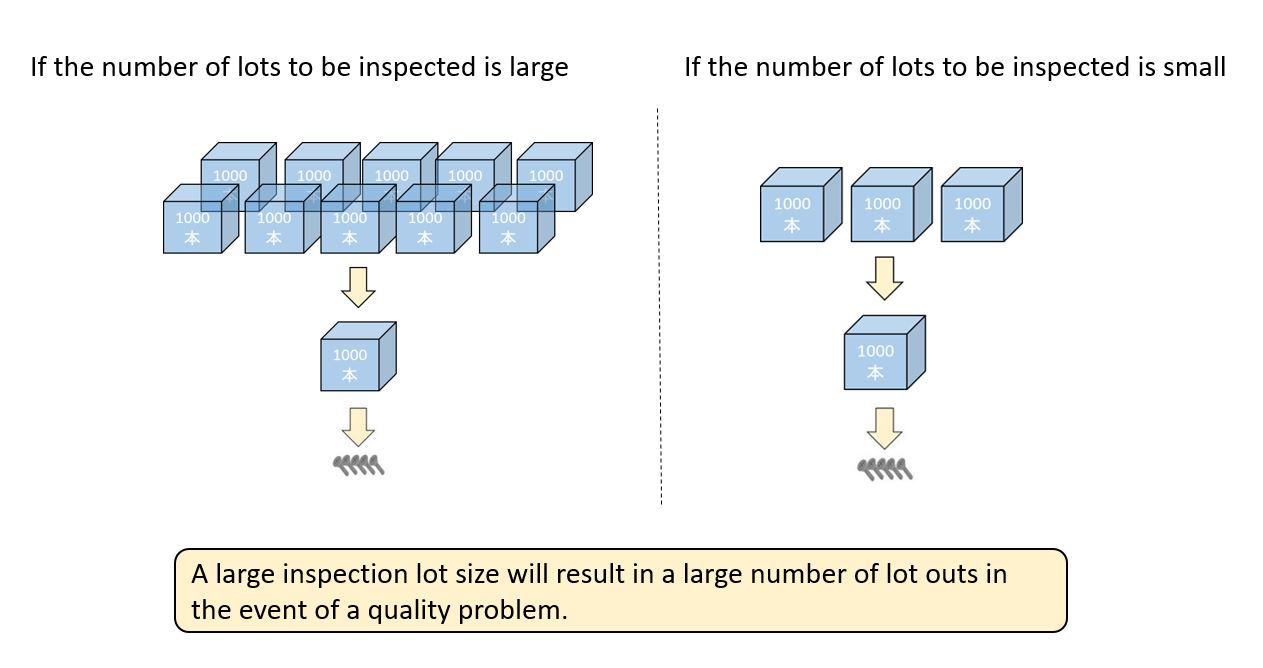
Lot pass/fail information is important information that indicates the status of the process.
Therefore, lot inspections are performed immediately after extraction on a first-in, first-out (FIFO) basis, and feedback is provided to the field.
Also, A large inspection lot size will result in a large number of lot outs in the event of a quality problem.
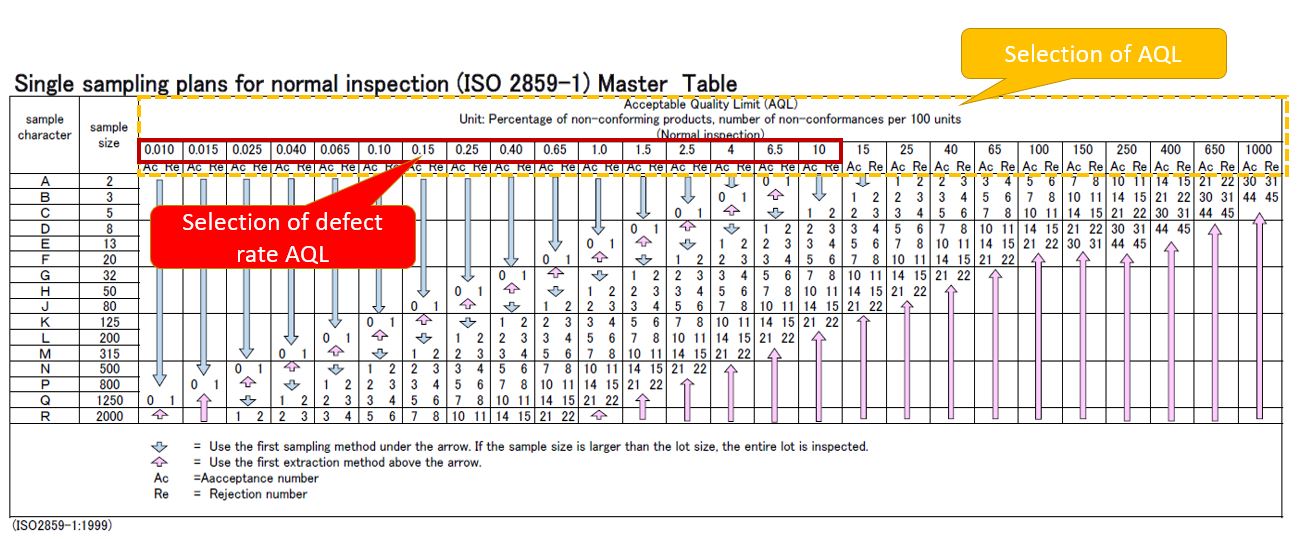
Step 7: Determine the number of samples and the number of acceptance decisions from the sampling inspection table
After determining the AQL, inspection level (inspection level I, II, or III), sampling plans( single, double, or multiple sampling), and the tightness inspection ( normal, tight, or reduced inspection)
Based on the selected sample letters and AQL (Acceptable Quality Limit), the number of samples and the number of acceptance decisions are determined from the sampling inspection table.
Depending on the severity of the inspection, the following three tables will be used.
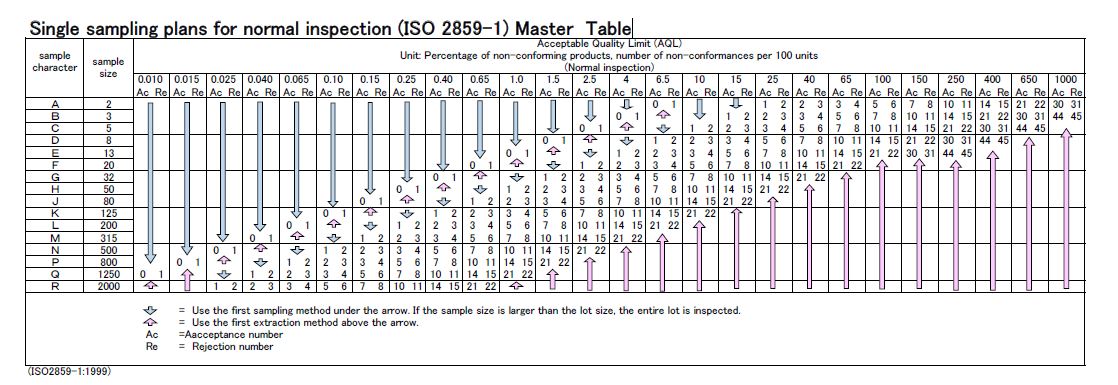
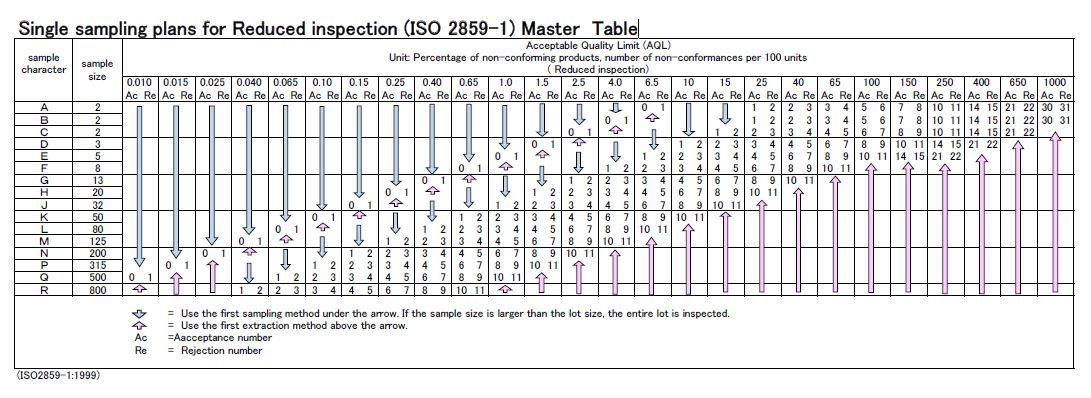
For example, if single sampling plans (Master table) is selected for the normal inspection and AQL=0.25% is selected for sample letter G, the sampling format in the table below will be used.
In this case n=32 Ac=0 Rc=1
Therefore, 32 samples are sampled, and the judgment is Ac ( acceptance number) = 0 and Re ( Rejection number ) = 1, meaning that if even one defect is found among the 32 sampled samples, the sample fails.
If there are zero defects and all 32 pieces are good, the sampling inspection has passed.
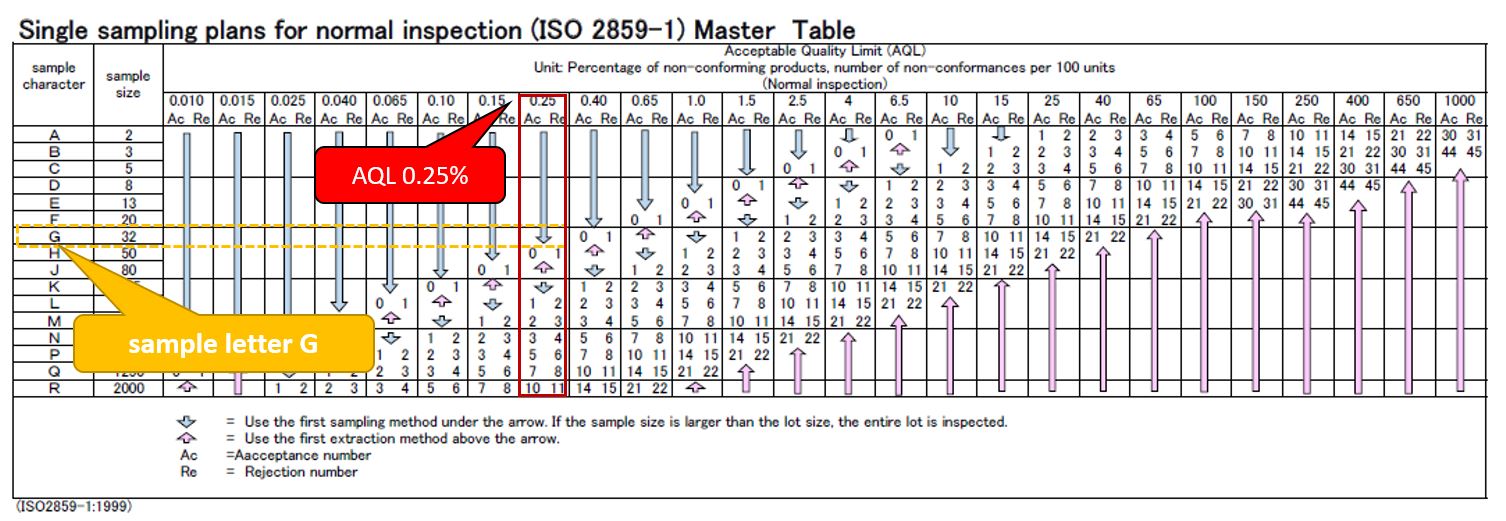
*Note: If the sample size is larger than the lot size, the entire lot will be inspected.
Reference Site:
Step 8 Extract the sample
There is simple random sampling, or stratified sampling, which samples randomly from the lot.
Two-stage sampling is not used when the variation between primary sampling units is not negligible.
Random sampling using random number dice and random number tables.
Step 9 Test the sample
Samples are tested according to a defined test method and the number of defective products or defects is counted.
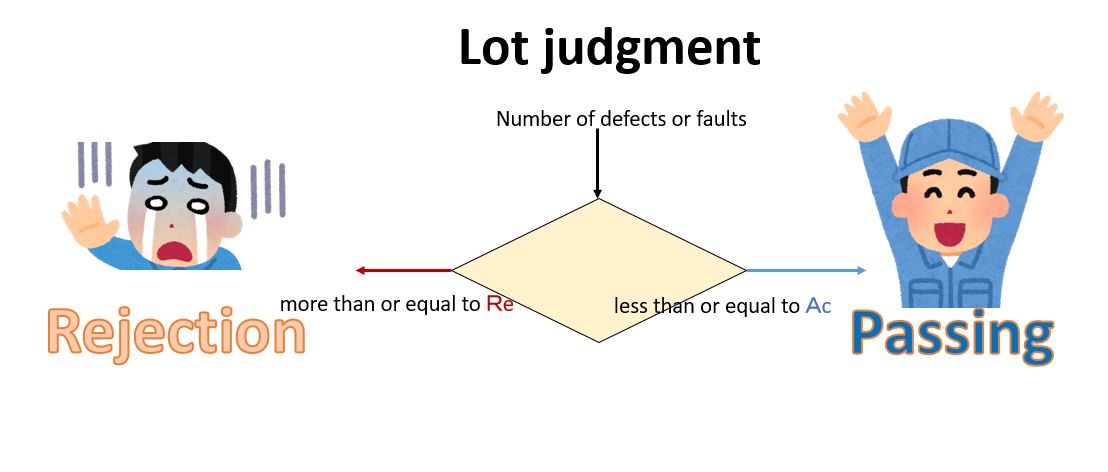
Step 10: Make a judgment of acceptance or rejection.
If the number of defects or faults in the sample is less than or equal to the number of acceptable pieces, the lot is considered acceptable, and if it is greater than or equal to the number of unacceptable pieces, the lot is considered unacceptable.
In ISO-2859-1, acceptance number(Ac) and rejection number(Re) are set, and the rejection number is not necessarily equal to the acceptance number + 1 in the double sampled and multiple sampled formats.
Step 11 Lot Actions
Lots that pass the inspection will be accepted.
However, any defects found during the inspection must be replaced with good products.
Rejected lots shall be returned to the supplier as is.
Re-inspection shall be performed only after the lot has been inspected in its entirety and defective items have been removed.
Step 12 Record the inspection results.
Record test results as necessary to adjust the tightness of the inspection.
Example ISO 2859-1 Sampling inspections with adjustments indexed by AQL (normal inspection)
What will be the sampling inspection scheme in AQL 1.5%, lot size 500, inspection level II, normal inspection, single sampling plans?
Explanation:
Using the sampling table to obtain the sample letters from inspection level II, lot size 500, we obtain H.
Sample size code letters ..
From the master sampling table, the size of the sample, Ae, Re are obtained.
The size of the sample is n=50, Ae=2, and Re=3.

ISO 2859-1 sampling system
We vary the severity of inspections based on our understanding of the producer’s and consumer’s position and the quality status of the product.
There are three levels of sampling inspections: normal, tightened, reduced inspection
Under the same lot size and the same AQL, the differences in the characteristics of pass/fail decisions for these inspections are shown in the OC curves below.
In contrast to the basic normal inspection, the probability of passing a tightened inspection is always smaller, i.e., it is harder to pass a tightened inspection unless the quality of the product is reliably good.
On the other hand, it is easier to pass a reduced inspection than a normal inspection.
The sampling inspection system is designed with the following policy
(1) Tight inspection does not increase the sample size.
The reason is that it is not appropriate to increase the number of man-hours for inspections for items of poor quality.
(2)For reduced inspection , the sample size is reduced. This reduces the man-hours required for the inspection.
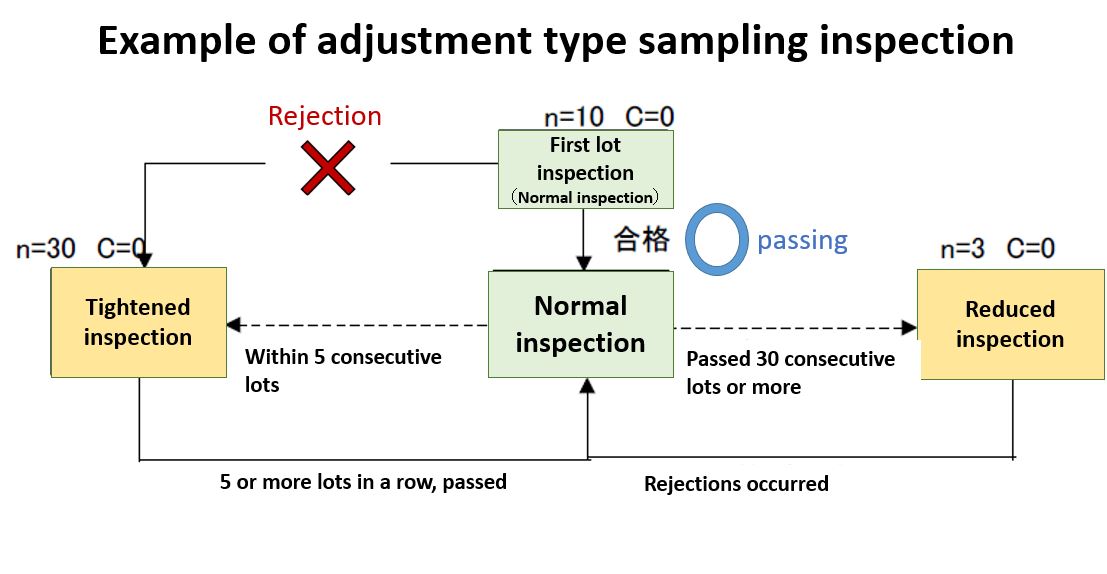
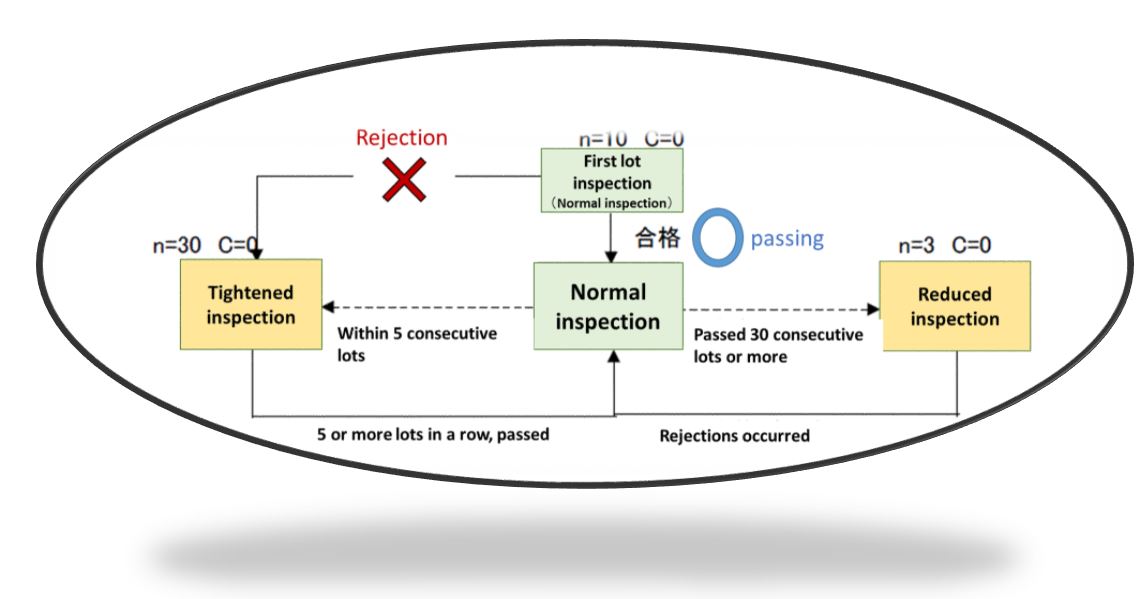
First inspection
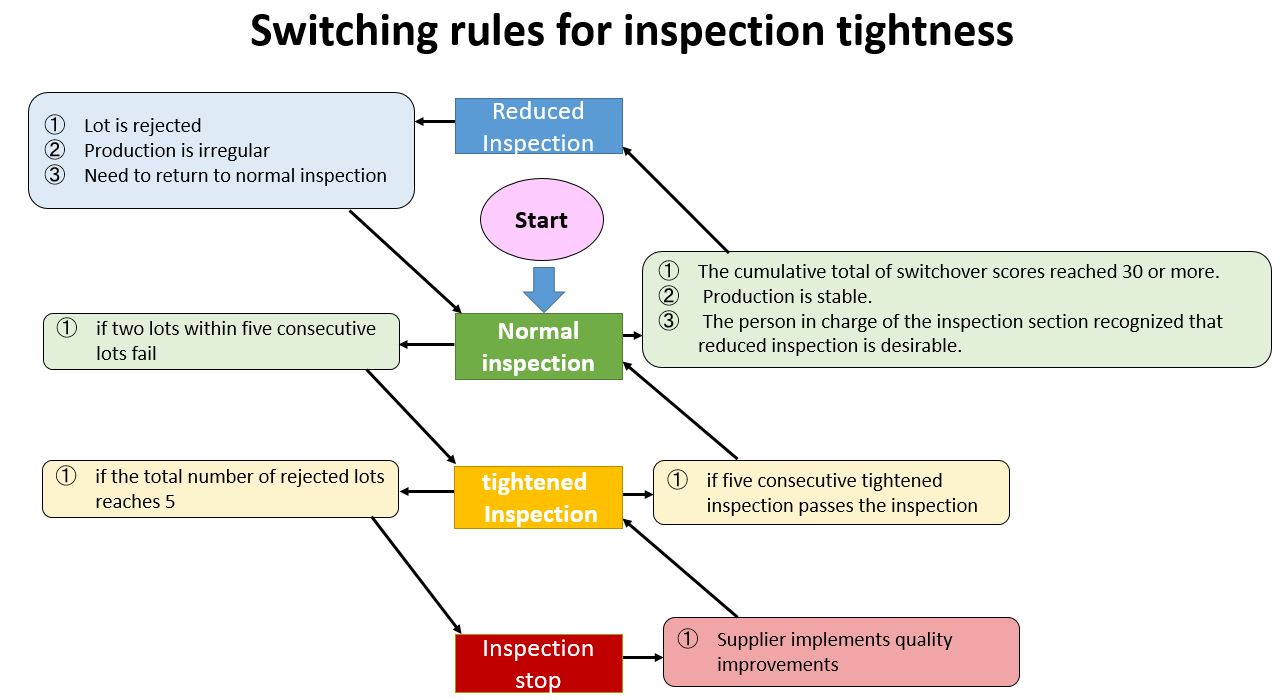
The following figure outlines the switching of the level of the three types of inspection: Normal, Tight, and reduced inspection.
In principle, the first inspection is to start with a normal inspection.
However, in the following cases, when the person in charge of the inspection judges that a normal inspection is not appropriate, the inspection may start with a tight inspection.
①過去の納入実績あるいは類似製品の納入実績から判断して,納入者の提出する品物が, AQLより明らかに悪いと判断されるとき。
(1) When the products submitted by the supplier are judged to be clearly worse than the AQL, judging from the past delivery records.
(2) When, as a result of an investigation prior to the start of production, it is judged that the products cannot be expected to be of good quality.
(3)When the lot being submitted is expected to be worse than the AQL.
check-switching procedure
When a lot is submitted, the level of inspection is switched based on the inspection results.
The figure below outlines this switching.
(i) From normal to tightened inspection
When the normal inspection is being conducted, if two lots within five consecutive lots fail, the inspection shall be shifted to the tightened inspection.
(ii) From the tightened inspection to the normal inspection
if five consecutive tightened inspection passes the inspection, return to the normal inspection.
(iii) From normal inspection to reduced inspection .
Apply reduced inspection cautiously because reduced inspection has less power to detect lots of poor quality.
When the normal inspection is being performed, the “switchover score” is recorded.
A score is given by passing the inspection, and the score is accumulated.
Then, a reduced inspection is applied when all of the following conditions are met
(Ⅰ)The cumulative total of switchover scores reached 30 or more.
(ii) Production is stable.
(iii) The person in charge of the inspection section recognized that reduced inspection is desirable.
*However, due to the complexity of checking by score, few companies apply the inspection transition rule in practice.
iV) From reduced inspection to normal inspection
If any of the following conditions occur when a reduced inspection is being performed, revert back to a normal inspection
① Even one lot was rejected.
② Production has become irregular.
③ It became necessary to return to regular inspections.
(V) From tightened Inspection to Inspection stop
If there is no improvement in quality after shifting to tightened inspection, or if the total number of rejected lots reaches 5, inspection by sampling inspection will be suspended until corrective actions are taken to improve quality.
Other Notes
(a) Action on defective products
In this standard, any product found to be defective during the course of inspection is to be removed.
(b) Resubmitted lot
All rejected lots are re-inspected and resubmitted for re-inspection after all defective lots are removed.
The competent authority decides whether to use the tight or normal inspection for the re-submission lot.
How to Use Sampling inspection by attributes
Sampling inspection by attributes is a quality control technique used to evaluate the quality of a product or service based on a sample of items, rather than inspecting every single item produced or provided. In this technique, the items are inspected for specific attributes or characteristics, such as size, shape, color, or functionality.
The inspection is done using a predetermined acceptance criteria, such as the number of defective items allowed in the sample. The results of the inspection are then used to make inferences about the quality of the entire batch of items.
Sampling inspection by attributes is commonly used in manufacturing industries, where inspecting every single item can be time-consuming and costly. It is also used in service industries, such as healthcare, where patient records or service quality can be inspected using sampling techniques. The technique is based on statistical methods and requires a sample size that is representative of the entire batch to ensure accurate results.
Sampling inspection by attributes is a sampling inspection that is constructed to satisfy both the seller’s and the buyer’s requirements by stipulating two protections, one for the seller and the other for the buyer.
Protection for sellers means that the probability α (producer’s risk) that a lot with good quality, such as a defect rate of p0%, will fail in the sampling inspection is determined to be a certain small value, and protection for buyers means that the probability β (consumer’s risk) that a lot with poor quality, such as a defect rate of p1%, will pass the inspection is determined to be a certain small value.
Generally, α = 0.05 and β = 0.10.
This means determining the defect rate p0% of the lots to be passed, the percentage of lots that fail at that time α, and the defect rate p1 of the lots to be failed and the percentage of lots that pass at that time β. Given these two sets of values, the following simultaneous equations are solved to obtain the sample size n and the number of lots that pass C.
The percentage of lots that you want to pass that will pass is
The percentage of lots you want to reject that will pass is
Summary
The job of inspection does not involve creating a product, but it plays a crucial role in shipping defect-free products and parts.
In any factory, there is always an inspection process and inspectors. The types of jobs range from working alone in silence to communicating with workers at each stage.
While inspections can prevent defective products from leaking, excessive inspections increase quality costs and raise product prices.
The ultimate inspection is no inspection. Improving the production process to eliminate the need for inspection is ” the ideal of manufacturing.”
Recommended reference books for sampling inspection
How to create an inspection plan according to ISO 2859-1? A case study (English Edition) Kindle版
Testing and Inspection Using Acceptance Sampling Plans (English Edition) 1st ed. 2019 Edition, Kindle Edition
コメント