





















- 直行率 nonadjusted ratio 【イラスト図解】
直行率 nonadjusted ratio 【イラスト図解】
英語:nonadjusted ratio、 go-through rate 中国語:通过率
直行率とは
製造ラインに乗せられた品物のうち,作業不良などにより手直し・調整されたものや,部品不良や欠品によりラインの途中での停滞したもの,及びライン外に出されたものを除いて,初工程から最終工程まで順調に通過した品物の数の割合.
主に組立工業において停滞を排除するための「物の流れの悪さ」を示す尺度として,また,調整を排除するための「作り込みの悪さ」を示す尺度として用いられる.
定義式は製品・工程の性質や尺度の使用目的によって一定ではないが,次に例を示す.
(1-(手直し・調整・手戻り台数/組立台数 ))x100(%)
引用先:クォリティーマネジメント用語辞典 日本規格協会
わかりやすい 直行率
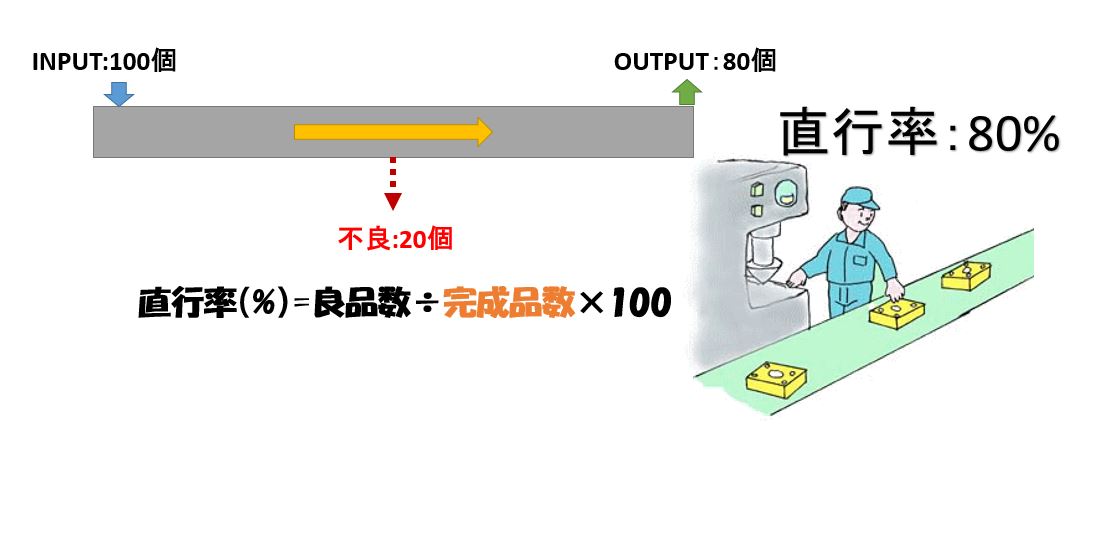
直行率とは一発で良品ができる割合を言います。

金属製品を作っている工場では、不良や段取ロスしたものをもう一度、リサイクル(粉砕・溶解)し、原料に戻すことが多いです。
リサイクルで捨てる原料が少なくなるので歩留りとしては100%近い値になります。
しかし、これでは、問題点が見えず、改善ができません。
リサイクルも再加工も、作業の手間とエネルギーというコストがかかるのですから、リサイクル量、再加工量を把握して少なくする取り組みを実施する必要があります。
直行率の基本的な計算の考え方ですが、前提条件として期間を決めます。一般的に月単位です。
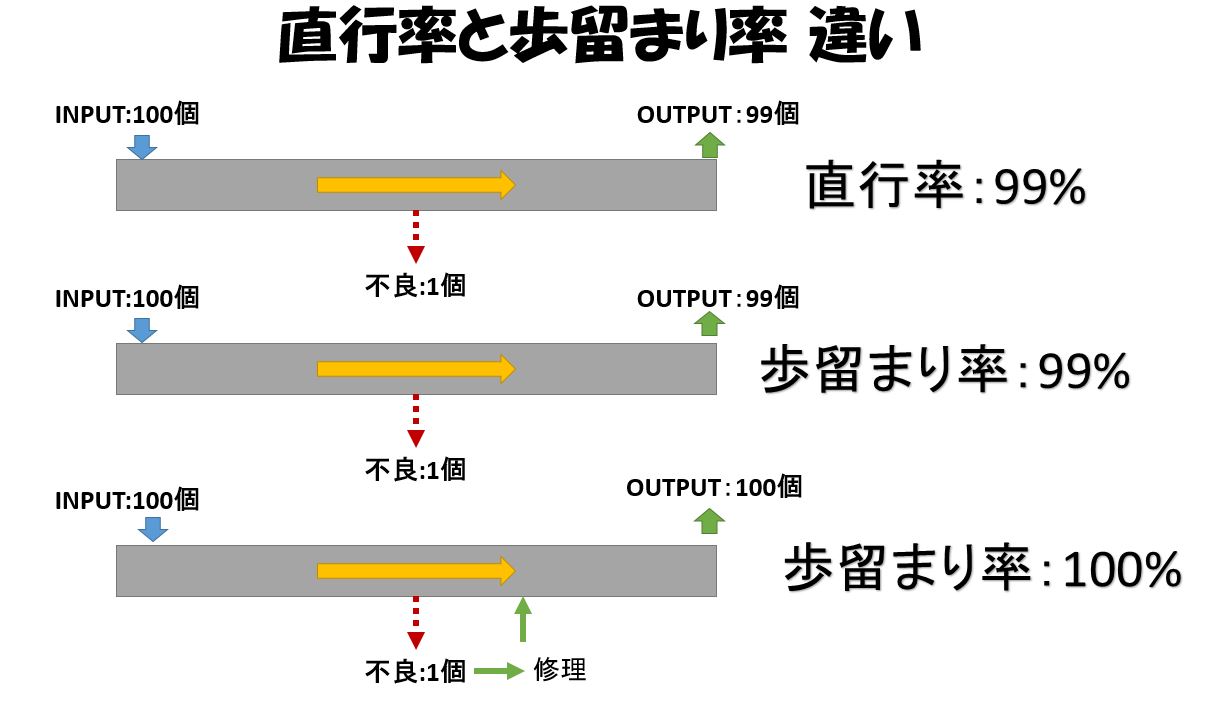
直行率と歩留まり率 違い
歩留まり率は投入した部材に対して完成品の割合、100個分の部材を投入して完成品が99個取れれば歩留まりは99%です。

一方直行率は作ったものが一発で良品になる率、すなわち100個投入して99個が検査を一発で合格すれば直行率は99%。
歩留まり率と直行率のどこが違うかというと、100個作ったときに直行率が99%でも、検査で不合格になった1個を修理して良品になれば歩留まり率は100%となる。
すなわち歩留まり率というのは不良がいくらあろうが、修理して良品になればOK、一方直行率の方は、不良は不良としてカウントされる。
直行率と歩留まり率 違い
具体的には
原料を1000トン、廃棄量 10トン、リサイクル量 20トン、再加工量 70トンとしたとき、以下のように歩留り率、直行率が計算されます。
歩留り=(1000-10)/1000=0.99 (99%)
直行率=(1000-10-20-70)/1000=0.9 (90%)
*歩留り率の辞書での意味は下記のとうり。
歩留り率 percent yield
「投入された主原材料の量とその主原材料から実際に産出された品物の量との比率.
備考:収得率又は収率ともいい,次式で表される.
歩留り=(産出された品物の量/投入された主原材料の量)×100(%)」
引用先:クォリティーマネジメント用語辞典 日本規格協会
例えばプレス加工において、大きな長方形の鋼板から多数の丸板を打ち抜く、すると打ち抜き後には「丸板」と「抜きカス」に分かれます。
このとき丸板の面積が、最初の鋼板の面積に対して占める割合が歩留まりとなる、丸板が60%(抜きカスが40%)ならば、「歩留まり率は60%」。
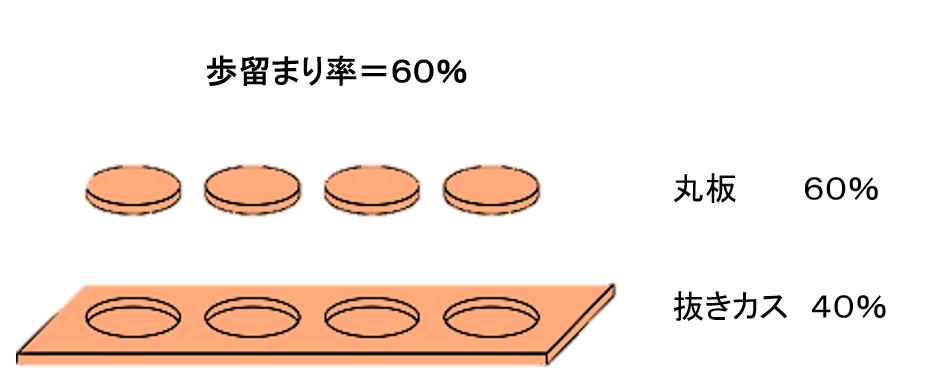
歩留まり率
良品率と直行率の違い
製造現場における完成品(良品、不良品は問わない)の種類は下記のとおり
- 手直しすることなく良品になったもの
- 手直しして良品になったもの
- 手直ししても不良品のままだったもの
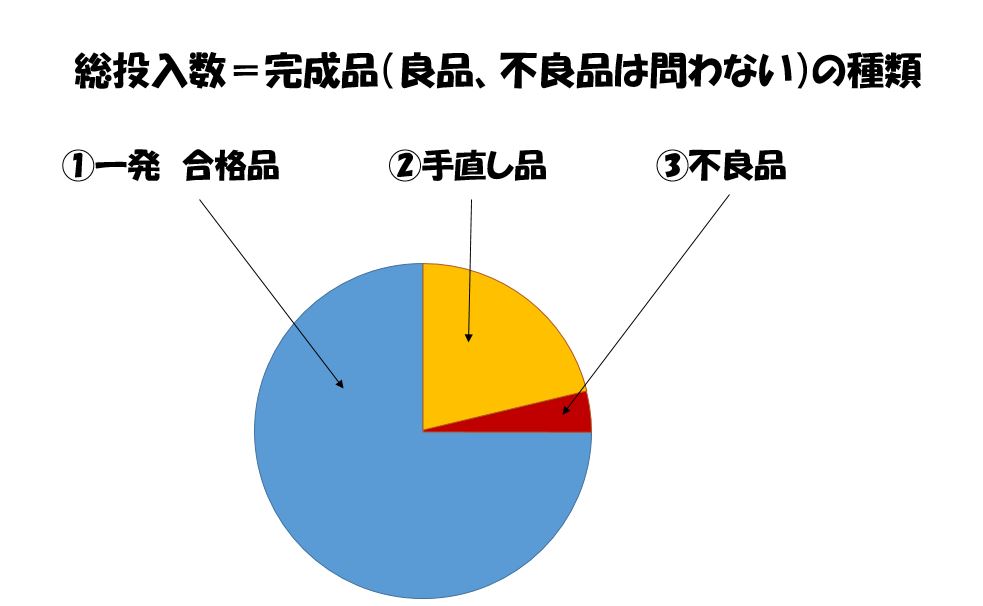
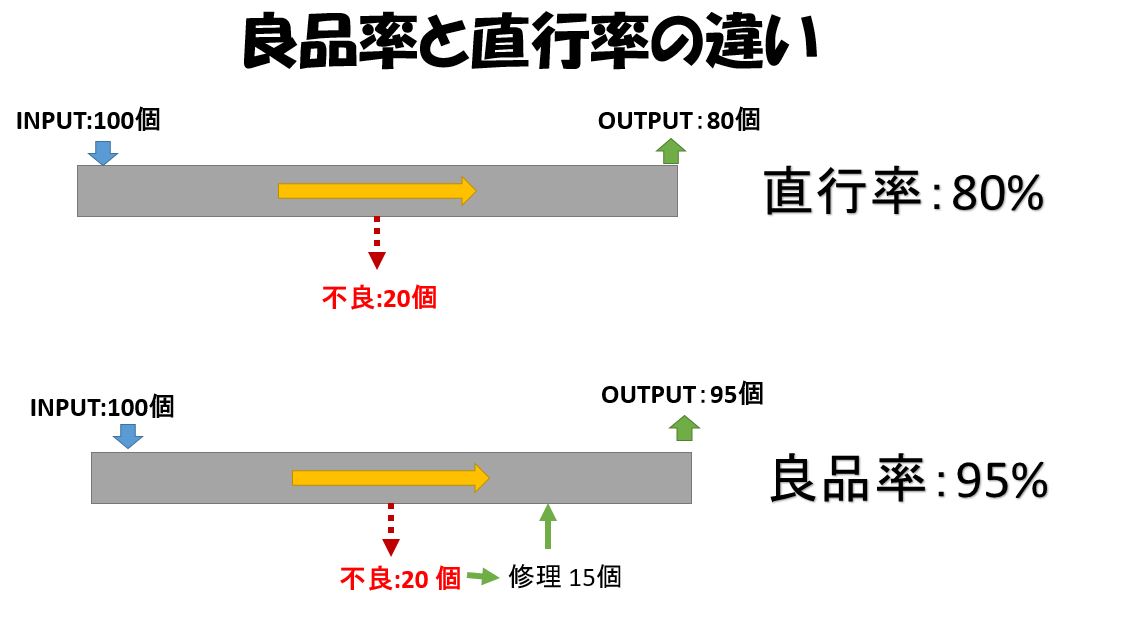
完成品で一度も手直しすることなく良品になった場合の割合が「直行率」と呼ばれる指標です。
直行率は「生産数(投入数)に対して、一度の生産工程で良品となった製品の割合」を指し、 良品率とは異なり、手直しで良品となった製品が数に含まれません。
| 良品率 | 製造工程において、良品になった割合(手直し含む) |
|---|---|
| 直行率 | 製造工程において、手直しすることなく良品になった割合 |
例えば、100個生産して80個が良品となり、15個を手直しで不良品から良品にできた場合、良品率は95%で直行率は80%となります。
良品率と直行率の違い
不良率(不適合品率)と直行率の違い
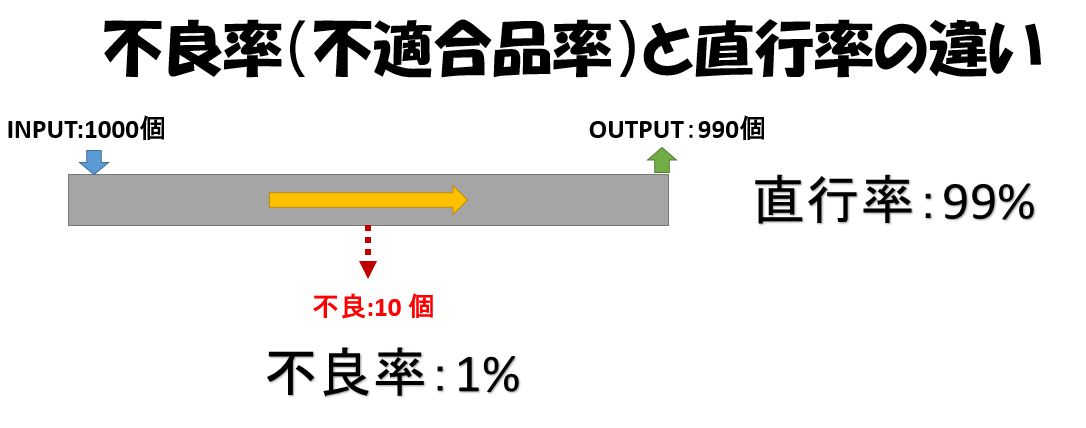
不良率(不適合品率)とは、生産された製品の投入総数に対する不良品の数の割合です。
不良率(不適合品率)の計算式は下記のとおり。

不良率が高いと生産コストの増加、顧客満足度の低下、さらにはブランドイメージにも悪影響を及ぼします。
たとえば、ビス工場で1,000個の部品を生産した場合、10個が不良品であれば不良率(不適合品率)は1%となります。
直行率は99%です。
*日常的に不良率という言葉を使用しているが正しくは不適合品率です、詳細は下記に関連用語を参照してください。
関連用語:不適合品率
直行率と稼働率 違い
稼働率は、生産設備が実際に稼動している時間と、稼動可能だった全時間の割合を示す指標です。これは製造業において、設備がどれだけ効率的に活用されているかを測定するために用いられます。
稼動率は次の式で表す。
稼動率=稼動時間/操業時間×100%
稼働率の向上がが直行率に向上に繋がります。
具体的には、設備の定期的なメンテナンスや、生産ラインの効率化、品質チェックの自動化などが挙げられます。例えば、定期的なメンテナンスにより設備の故障が予防され、予期せぬダウンタイムが減少します。これにより、生産ラインがスムーズに動き、初回での品質基準達成が容易になり、直行率の向上に繋がります。
また、生産プロセスの効率化、例えば生産ラインの改善や材料の供給プロセスの最適化などにより、稼働時間内での生産能力を高め、それが直行率の向上に貢献します。品質チェックの自動化やリアルタイムの品質監視システムの導入により、生産中の製品の品質を継続的に評価し、問題がある場合はすぐに対処することが可能になります。これにより、製品の初回合格率が向上し、直行率の向上に寄与します。