




















ばらつき dispersion 【イラスト図解】
英語:dispersion 中国語:分散
バラツキとは
「観測値・測定結果の大きさがそろっていないこと.又は不ぞろいの程度.
ばらつきの大きさを表すには,標準偏差などを用いる.」(Z 8101-2)
統計的ばらつきは、全データが同じであればゼロであり、データ間の差異が大きければ大きいほどばらつきも大きい。ばらつきを示す重要な値として標準偏差がある。標準偏差は分散の平方根で表される(分散自体もばらつきを示す値)。
大きさを評価するには,標準偏差や平均絶対偏差など「中央」(平均やメディアン)からの偏差に基づく指標か,範囲や四分位差などの順序統計量の差を用いる.
(分散)共分散行列のことをdispersion matrixということがある.
引用先:クォリティーマネジメント用語辞典 日本規格協会
わかりやすく ばらつき(散付き)
簡単に言うとバラツキとは”測定値の大きさが不規則に分布する事 または、ふぞろいの程度”です。
例えば、重量:100gと表示する食品で、重量が100.1g、102g、97gなどとばらつくことを指します、製品の設計段階で定められた許容範囲があり、その範囲に収まれば良品、範囲を超えれば不良品となります。
不良品であれば販売ができませんし、万が一販売してしまうと回収のコストがかかるほか、顧客からの信頼を失ってしまいます。不良品を購入してしまった顧客にとってはその製品が全てですから、「1万個製造している商品のうちの1つの不良なら仕方ない」と許してくれるわけではありません。
良品であれば、多少のばらつきがあっても販売はできます。ただ、ばらつきを可能な限り抑えれば、コストを正確に見積もることができ、売上の見通しや、顧客や取引先からの信頼につながるため、ばらつきの管理は重要なテーマです。不良品を検査ではじけば済むのではなく、検査の前段階でそもそもばらつきを少なくしていこう、ということです。
ばらつきの種類
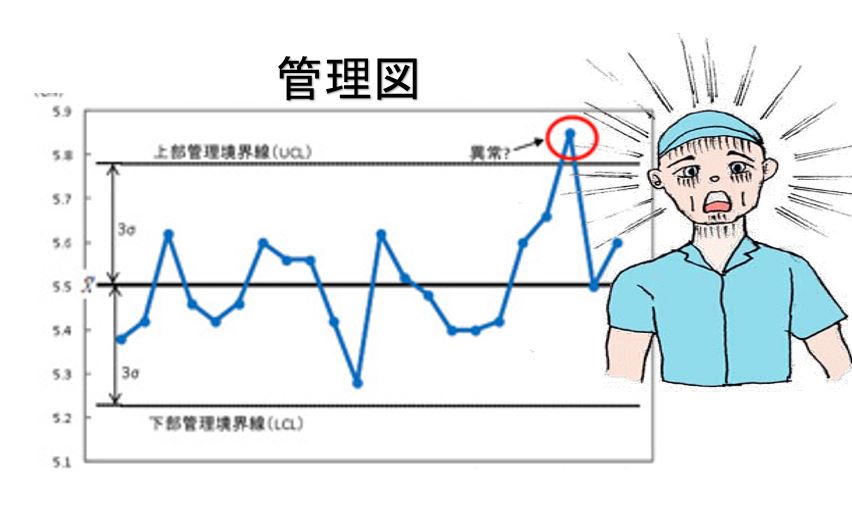
ばらっつきには、偶然原因によるばらつきと異常原因によるばらつきがあり、管理図で両者を区別し、異常原因によるバラツキを取り除くことが重要です。
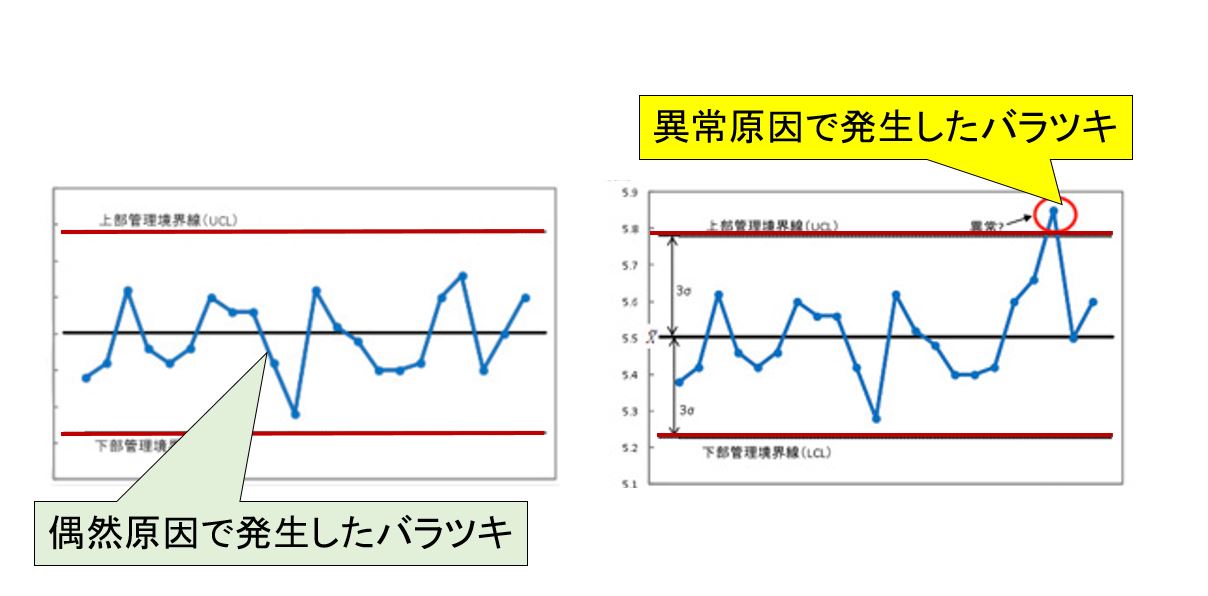
図①:管理図で見る偶然原因と異常原因
ばらつきの原因
品質にばらつきが発生してしまう要因には、一般的に4M(人:Man、機械:Machine、材料:Material、手順:Method)や検査(Measurement)を加えた5Mが原因です。
例えばビス製造の工場において、製造工程に異常がないかを確認するために製造工程から毎回 ビスを数個ずつサンプルとして取り出して、ビスの直径の平均値を測定し、管理図を作成したとします。
う図①では上部管理限界線(UCL)と下部管理限界線(LCL)は、それぞれ中央の平均値 から 3σ(標準偏差の3倍)だけ離しています。(平均値 と標準偏差σは、平常時に製造されているベアリングの直径のデータから計算したものとなります。)
UCLとLCLに挟まれた部分は偶然原因よるばらつき、その外側に出た部分は異常原因によるばらつきです。
異常原因によるバラツキは、機械の故障、作業員の操作ミス、原材料の異常などの様々な要因が考えられます。
異常な振る舞いが見つかった場合は、異常原因を探し、その原因を取り除きます。そして、異常原因を取り除いた後は、再び管理図を用いて製造工程の異常がみられないかを確認します。
ばらつきと標準偏差
標準偏差とは,測定値のばらつきの度合いを表すもので広く用いられている。 標準偏差が小 さいということは全体のばらつきが小さいということ、つまり、測定値の分布が平均値の周り に集まっているということ、また、逆に標準偏差が大きいということは、平均値から遠く離れ ている測定値が多くあることを意味する。
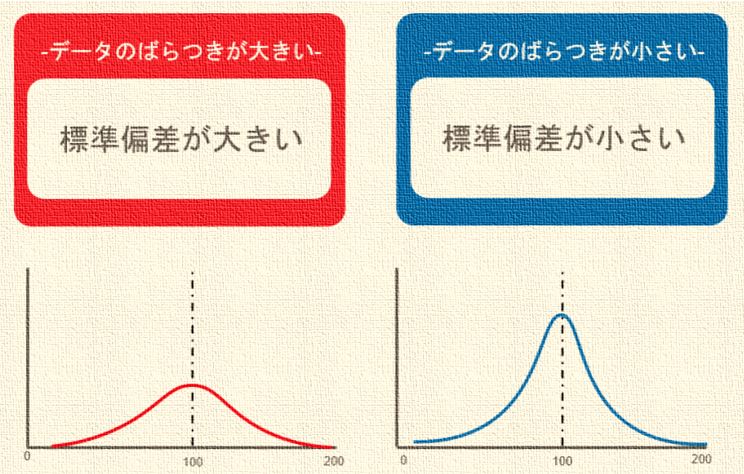
標準偏差とばらつき
ばらつきと精密さ(精度)の違い
精密さ(精度)とは観測値・測定結果のばらつきの程度の事。
関連用語:精密さ