





















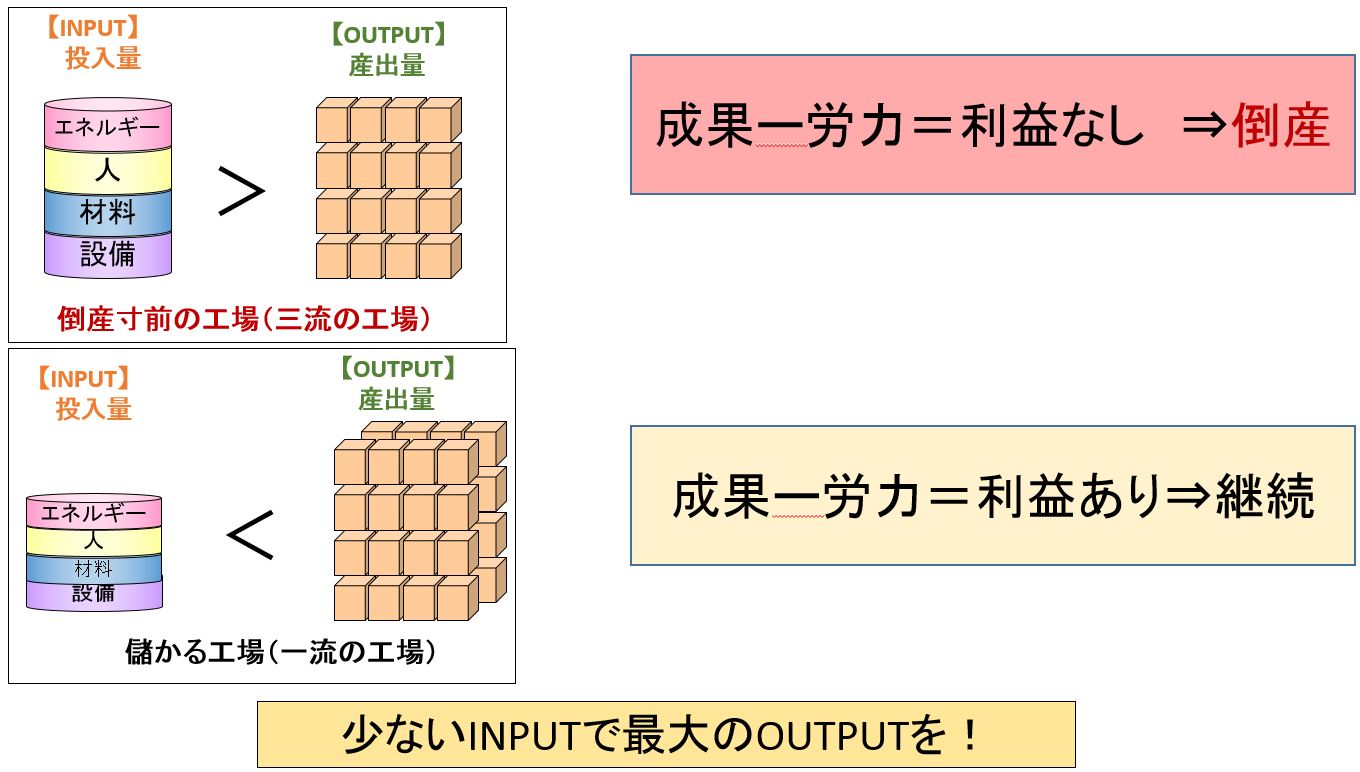
儲かる工場とは?
企業、工場活動を維持継続させるためには儲からなければならない。
どんなに優れた企業ポリシーを持っていても倒産したら終わりである。
では儲かる工場にするにはどうすれば良いか?
支出(IN)以上の成果(OUT)を出すだけである!
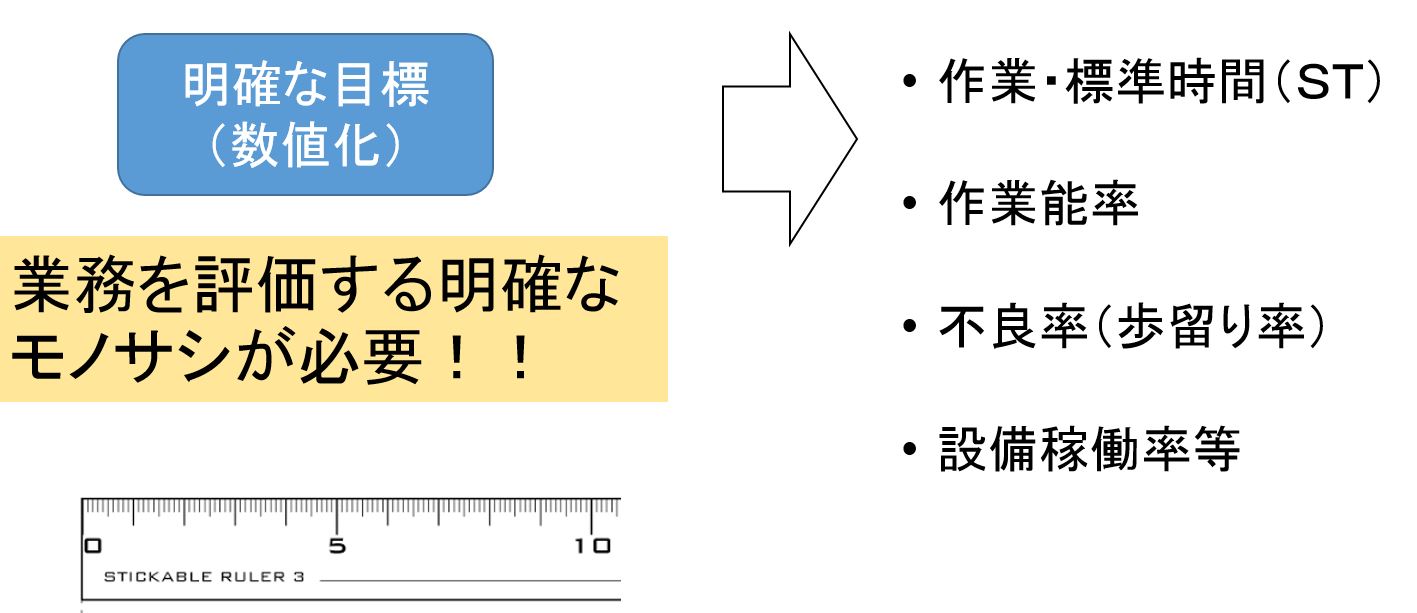
儲かる工場、企業とは?
では具体的に儲かる工場、企業になるためには何が必要か?
先に優先すべき事は業務評価を測れる明確なモノサシ、つまり数値化が必要である。
その正確なモノサシで現状を測り、目標を定める。
例えば
作業・標準時間(ST)、作業能率、不良率(歩留り率)、設備稼働率等
儲かる工場、企業に必要なこと
標準時間(ST)作業 とは?
標準時間(Structure of Standard Time)とは、その作業に習熟した作業者が標準作業をスムーズに遂行するために必要とする時間のことを言います。

標準時間(ST)作業
そのために標準時間は実際の作業時間をメインとして、下図に示したように主体作業時間や準備段取り作業時間で構成されています。
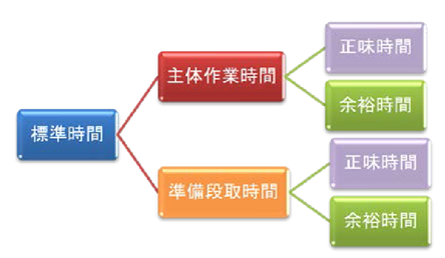
標準時間(ST)の構成
ここで主体作業時間とは、各サイクルごとに発生する作業時間のことを言い、生産に直接的に寄与する主作業時間と間接的に寄与する付随作業時間から成り立っています。
一方、準備段取り作業時間は、仕事の準備や後始末、段取り、運搬などに要する時間から成り立っています。
なお、主体作業や準備段取り作業のそれぞれの作業時間は正味時間と余裕時間に分けることができます。
つまり、作業を遂行するうえで避けられない遅れなどの余裕時間をあらかじめ標準時間に組み込むことによって、ある程度の間接時間を補償しているのです。
これら標準時間を決めることにより、単位時間に対する標準出来高が明確になり、妥当性のある生産計画や勤務計画などが立案・実践できるようになるのです。
標準時間は、実現可能な最良の方法(Best Way)でその作業を実行した場合に、必要とされる時間で、”あるべき姿”の時間値です。実際の実績値(あるがままの姿)でありません。
作業・標準時間(ST)の設定方法
標準時間を決める方法としては、標準作業をベースにストップ・ウオッチ法、PTS(Predetermined Time Standard System)、標準時間資料法、実績資料法、経験見積り法、ワークサンプリング法、瞬間観測法などの手法を活用して設定し、標準時間表としてまとめられることになります。
PTS法とは既定時間標準法とも呼ばれることもある方法で、ある作業を構成する基本動作や動作距離などに対して、既定の時間をあてはめて作業時間を求める方法のことを言い、精度の高い標準時間を求める場合などに使われています。
PTS法の代表的な手法としては、WF法とMTM法とがあります。
なお、標準時間の導入段階や比較的精度を要しない場合には、経験見積り法や実作業をベースにしたストップウオッチ法やワークサンプリング法などを使って標準時間を設定することも行われています。

具体的な標準時間(ST)の設定
作業能率の測定:改善の効果を測る!
作業能率は下記の式で算出され、100%に近いほど効率が良い。
式:
作業能率(%)=標準工数÷就業工数ー非作業工数
標準工数:決められた期間の製品、部品の完成数量に標準時間を乗じて、標準工数を求めます。
就業工数:勤務している時間×作業者人員
非作業工数:作業をしていない時間(朝礼、掃除、後始末)×作業者人員
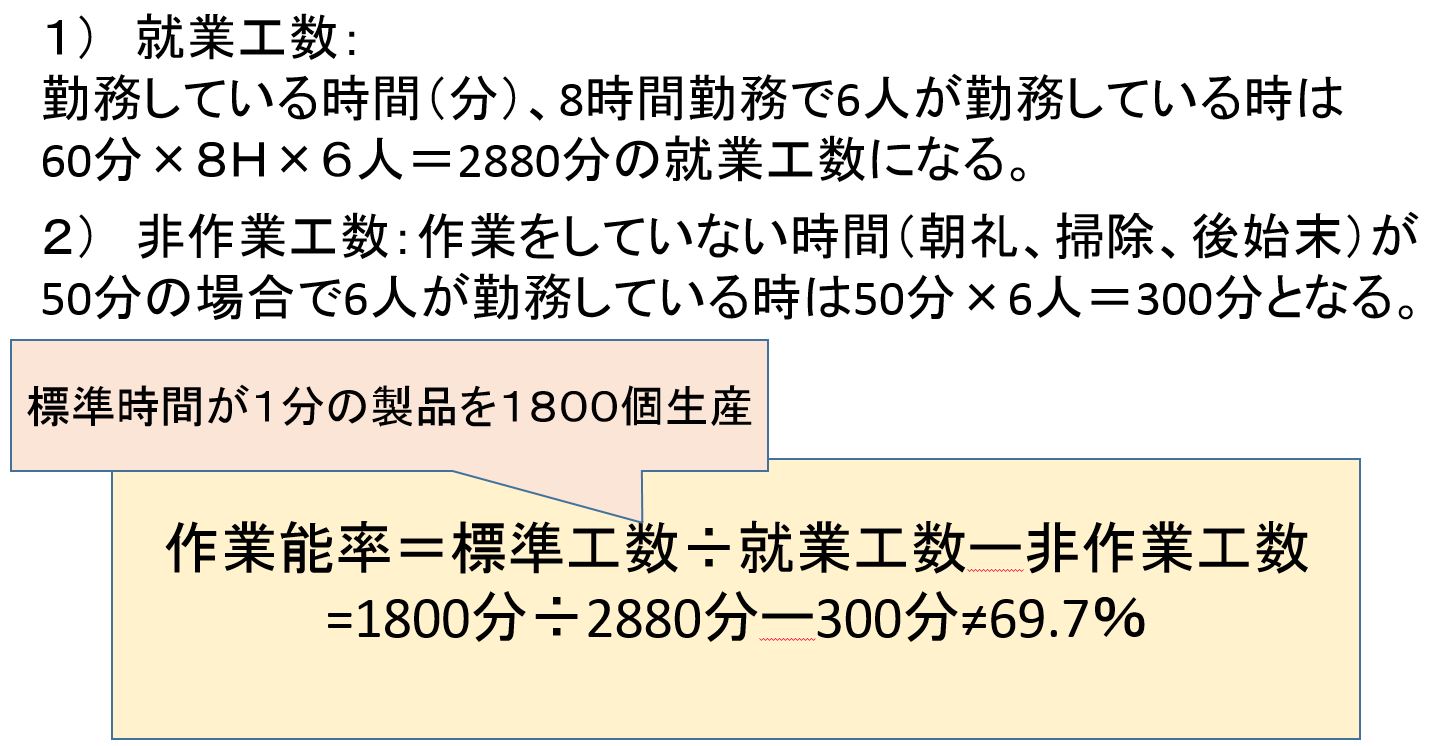
作業能率の算出事例
タクトタイムによる作業人員の算出
タクトタイムによる必要作業人員の算出は
[人員]=[工数]÷[タクトタイム]
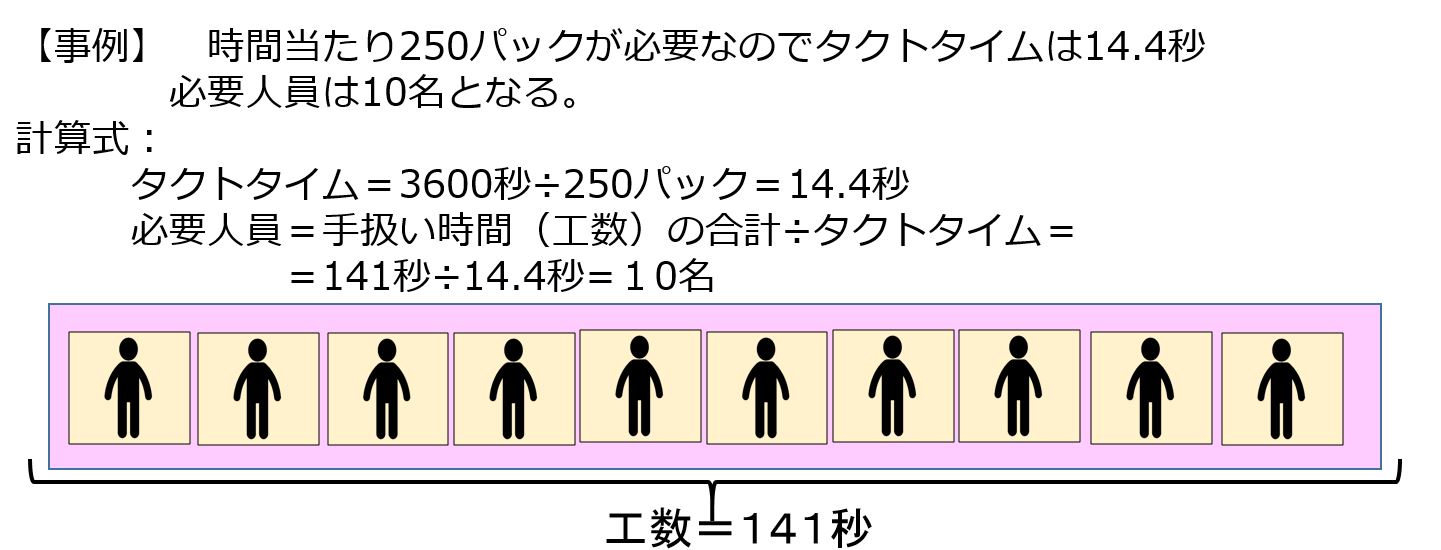
作業人員の算出 事例
用語解説:
タクトタイム:tact time
営業の要望に合わせて一個・生産するのに要する時間の事、単位は秒(理論値)
タクトタイム=稼働時間/要望する生産台数(秒)

タクトタイム 事例
工数:man-hour
「仕事量の全体を表す尺度で,仕事を一人の作業者で遂行するのに要する時間、単位は人・時間,人・日などの単位で示される.」(Z 8141) *正味時間の合計
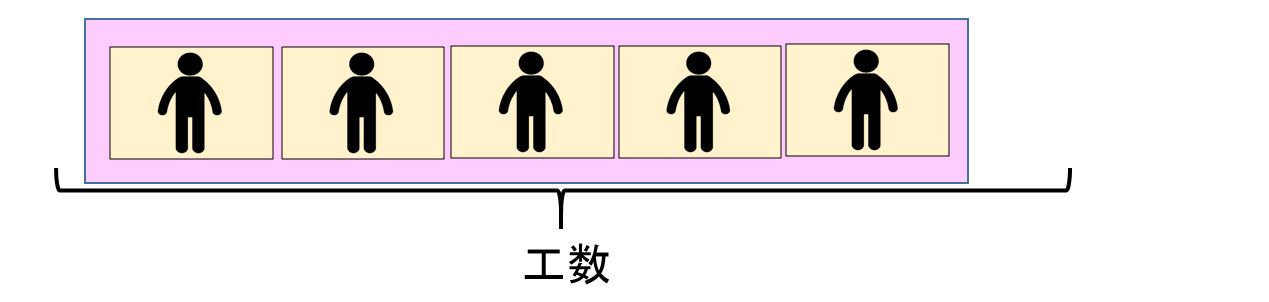
工数 事例
作業・標準時間(ST)が正しく、測定、設定されていれば本当に必要な人員が分かる!
本当に必要な人員
スライドシェアー資料 標準時間による生産管理
スライドシェアから資料をダウンロードできます。
コメント