小停止改善
(1)ロスとしての顕在化が不十分:
ロスの大きさに気がついていない場合が多いので問題が顕在化されていない。 ロスの定量的な測定が必要である。
(2)対処の仕方が悪い:
 小停止の低減の仕方が悪く、その場限りの応急処置に終始している。
小停止の低減の仕方が悪く、その場限りの応急処置に終始している。
(3) 現象の見極め方が不十分:
現場にて長期間、観察、分析、層別することが大切。
(4)無人運転のための解決すべき課題:
小停止のMTBF(Mean Time Between Failure :平均故障間隔)

小停止減少の考え方
(1)現象解析とワークの挙動解析:
現場を正しく観察するためにはビデオを利用し、小停止の現象を正しく観察し発生メカニズ ムを検討。
その際、ワーク挙動(動き、姿勢、角度、浮き、振動)を良く観察する。
(2)微欠陥の是正:
製品の接触面の関する各部品、治具の微欠陥を発見し、是正することである。 発見する方法としては外観形状的に微小なものを見つけ出す観察、分析の精度アップが必要である。
(3)基本条件の徹底:
清掃、給油、増締めの十分に行う。
(4) 基本作業の徹底
正しい操作、段取り、調整を行う。
(5)最適条件の検討:
部品、ユニットの取り付け条件、加工条件の見直しとその最適化を検討
(6)弱点研究:
設備、部品、治具、検出システム等の設計上の問題点を検討

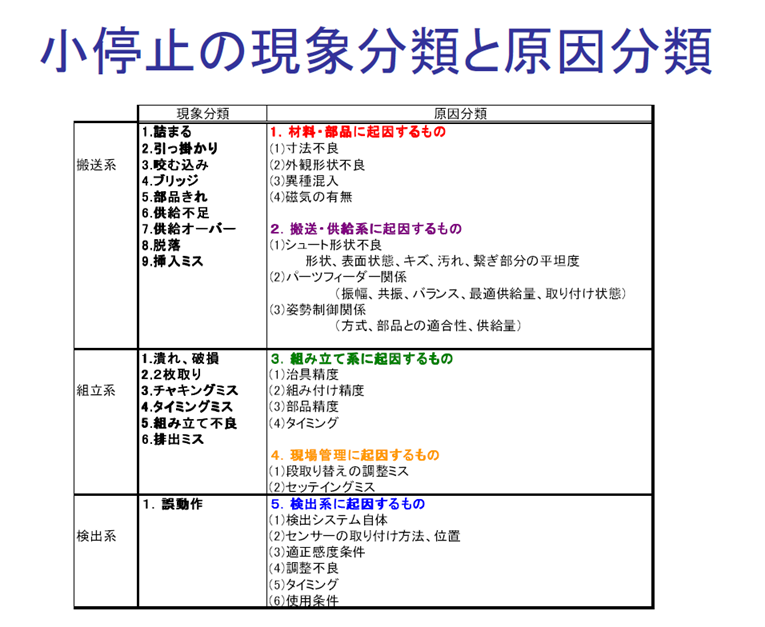
小停止現象分類と原因分類
小停止・改善のアプローチ
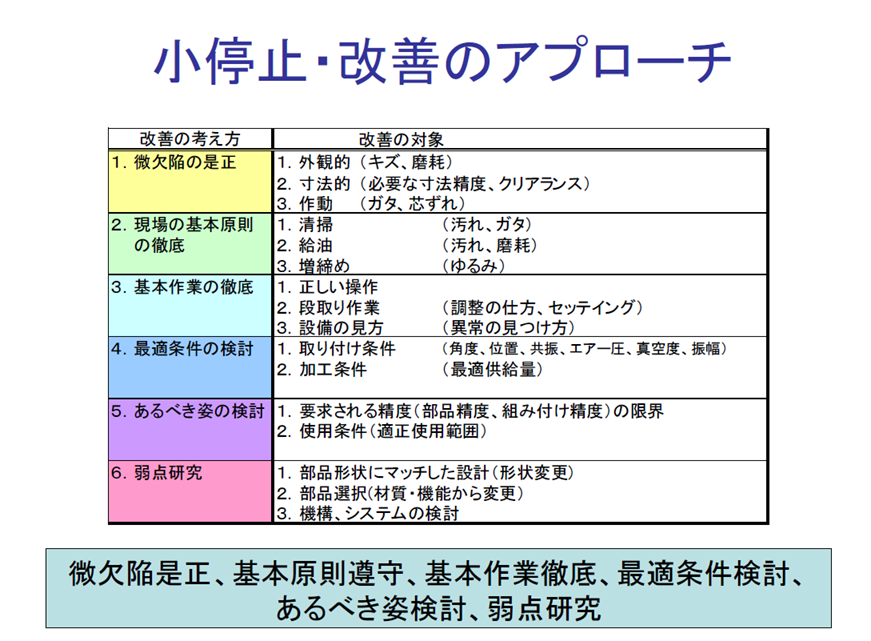
小停止・改善の方法 – 微欠陥是正、基本原則遵守、基本作業徹底、最適条件検討、あるべき姿検討、弱点研究
小停止低減の進め方
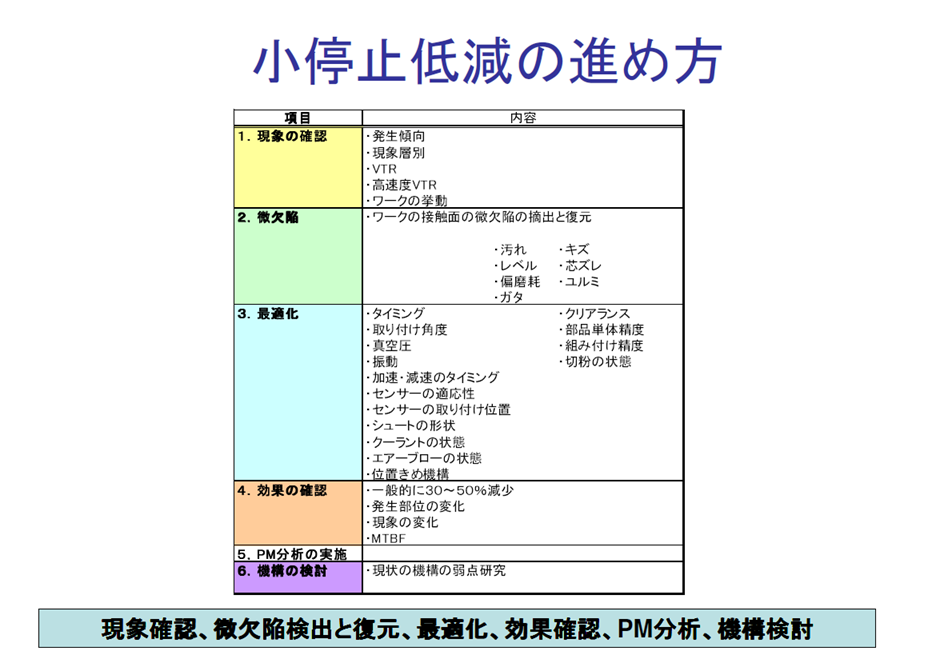
小停止低減の進め方 – 現象確認、微欠陥検出と復元、最適化、効果確認、PM分析、機構検討
速度低下ロス改善
速度低下ロスの一般的な課題
(1)設備の仕様があいまい 設備の速度限界がわからないで稼動し不良、故障を発生
 (2)仕様スピードに達成していない
(2)仕様スピードに達成していない
過去のトラブルで速度低下した状態のまま、稼動している
(3)速度アップに対する問題点が顕在化されてない 速度アップにより潜在していた問題を発見しその原因を追及する
(4)エアカットタイム、アイドルタイムの見方が甘い
エアーカット・タイム→加工が完了しても空運転している時間
アイドル・タイム →ひとつの作業から次の作業に移行する際に生じる空き時間
*1秒以下まで測定できる測定器にて小さな空き時間をDATAとしてまとめ、問題点を顕在化する。
(5)動作、回転速度に対する見方があまい
動作が遅い、動作がスムーズでないのにそのまま放置している
(6)理論的なアプローチが弱い 理論値から現在のスピード限界を求め、比較しさらに設計改善の参考とする

速度低下改善の考え方
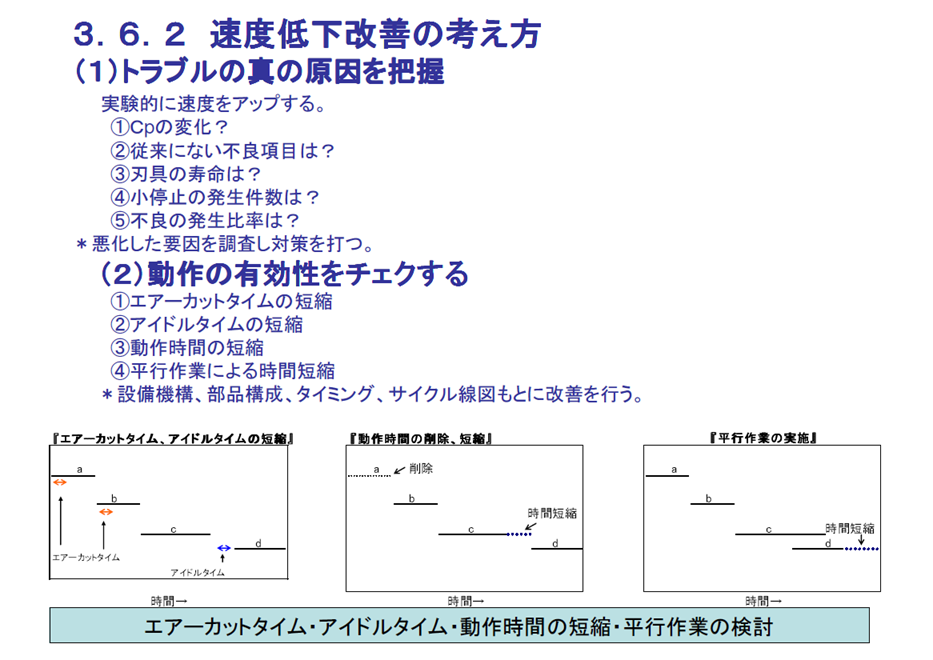
エアーカットタイム・アイドルタイム・動作時間の短縮・平行作業の検討
不良ロス改善
慢性不良の一般的な課題
(1)対策をしているが良化しない為、放置
①アプローチの仕方が間違っている
慢性不良の原因は数多くあり、そのつど原因が変化するのでその中の幾つかだけを対策しても 効果が少ない場合が多い、”理屈で考えてあやしいもの”について全て対策を打つことが必要で ある
②技術者の犯すミス 技術者は自分の専門領域でしか物事を考えないためにミスを起こしやすい
*技術者は現場を見る目(作業、調整、段取り、設備)を養い、変動要素がどこにあるかを見 抜く力が必要である
 (2)要因捉え方及び究明の仕方に問題がある
(2)要因捉え方及び究明の仕方に問題がある
 (2)要因捉え方及び究明の仕方に問題がある
(2)要因捉え方及び究明の仕方に問題がある①慢性不良の要因のアプローチが間違っている 現象の見極め方、解析不十分のため、真の要因を見逃している
②要因究明の仕方が間違っている 欠陥を欠陥として取り上げず欠陥が現象に影響しないと判断ミスしている

慢性不良低減の考え方
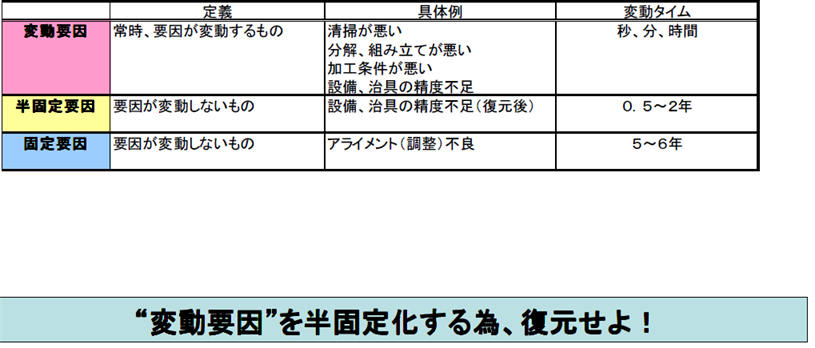
(1)変動要因の固定化
要因とは?:現象に論理的に影響を与えられると考えるもの
原因とは?:現象に直接、間接的に影響を与えたと証明されるもの
【要因の分類】
慢性不良低減の考え方
(2)比較研究
良品と不良品との違いがどこに、どのように、どの程度あり、それは何故かを十分に 追求し、有意差を定量的、定性的に研究することである
①結果からの比較(製品比較) 製品面から形状、寸法、機能面での比較又は発生部位、時間的変動を比較検討
②プロセス比較 設備、治工具、金型についての比較研究で形状的、寸法的、表面粗さなどの違いを検討 特に数値化してないものは測定方法の研究が急務である
③部品交換による比較 組み立て品の場合、不良に関係すると考えられる部品を相互に交換し、結果を比較 研究するものである。また、設備の場合は部分的な交換による比較研究も考えられる
*ポイント
分析の精度アップ—-微妙な違いをどう発見するか?
・具体例:顕微鏡、ルーペ使用 、
測定方法の研究
・具体例:表面粗さ計、ビジグラフ

3)”ゼロ”にする考え方の適用—PM分析の適用
“ゼロ”にする考え方の適用—PM分析の適用
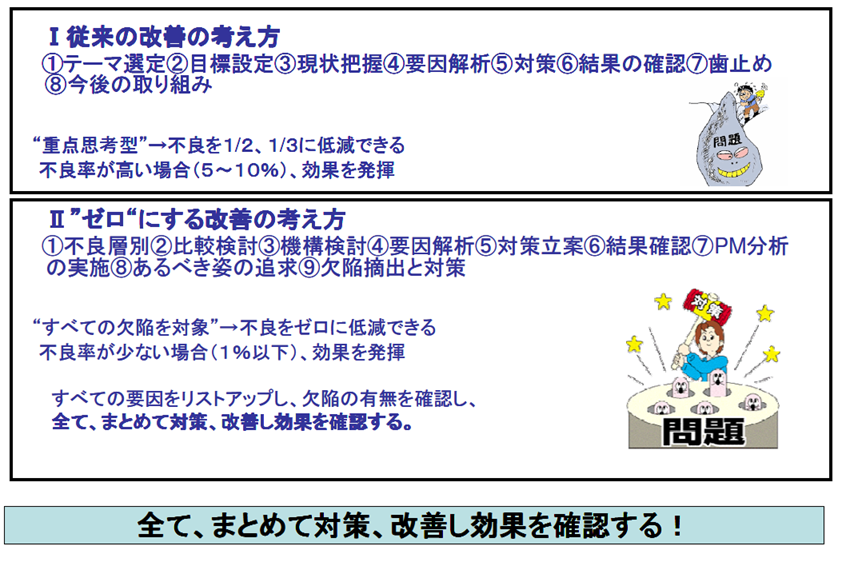
従来の改善の考え方とゼロにする為 の改善の考え方
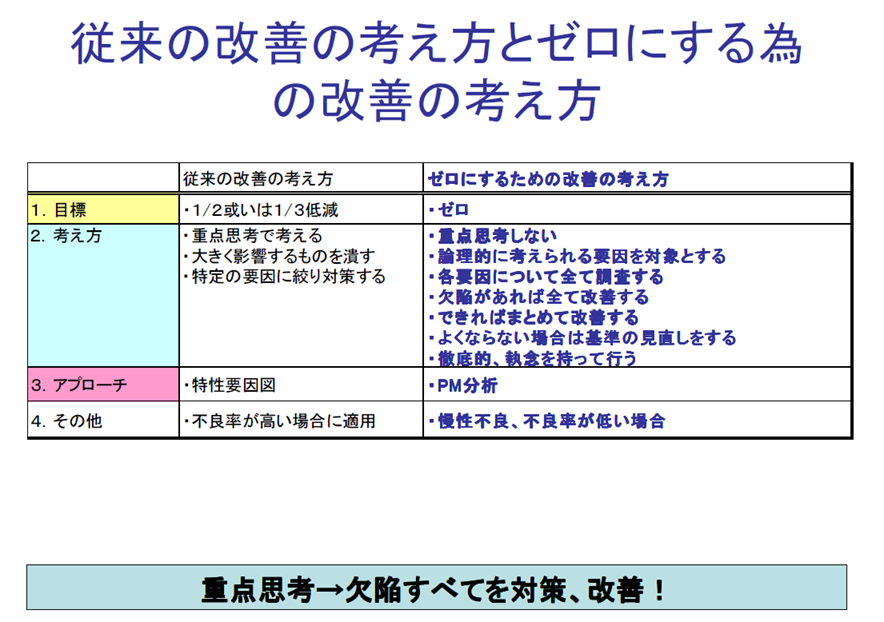
従来の改善の考え方とゼロにする為 の改善の考え方
不良低減の進め方
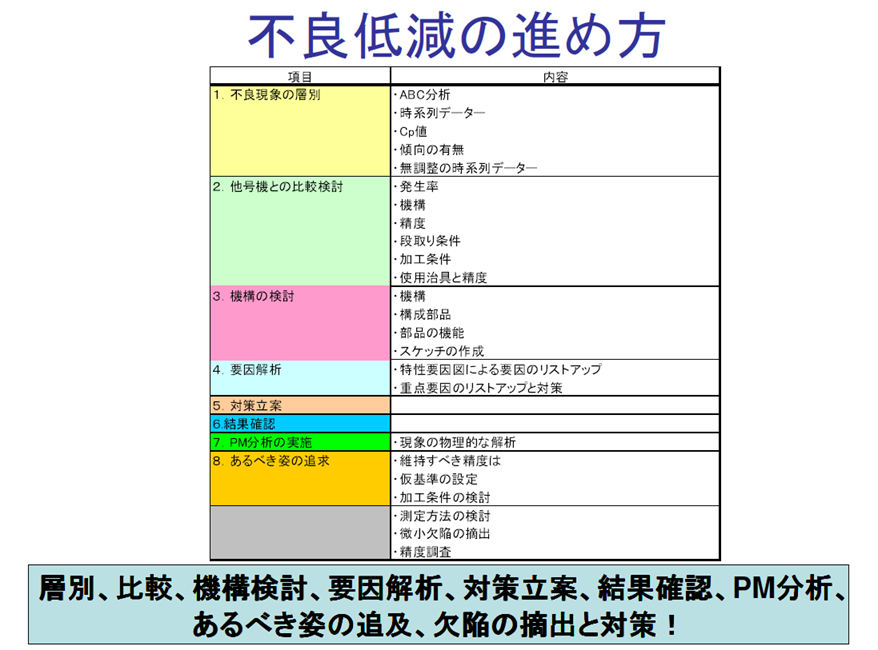
不良低減の進め方 層別、比較、機構検討、要因解析、対策立案、結果確認、PM分析、あるべき姿の追及、欠陥の摘出と対策!
改善の原則
• Eliminate--排除する。なくす。
• Combine--統合する
• Rerrange--入れ替える
改善の原則
・Simply--簡素化する
slideshare ダウンロード資料(PDF)
パワーポイントで作成した資料です。
引用文献:
1)中嶋清一監修:TPM展開プログラム,組立加工編 日本プラントメンテナンス協会
2) トコトンやさしいTPMの本 (B&Tブックス―今日からモノ知りシリーズ)
3) 現場が主役のTPM―ムリ・ムダ・ムラをなくすための鉄則51 JIPMソリューション (編集)


コメント