




















- 3分で分かる! chatGPTで作業手順書を作成 概要解説
- 作業手順書、作業標準書とは
- 作業手順書、作業標準書、SOP、作業指示書との違い
- マニュアル、イレギュラー、作業手順の意味
- QC工程表と作業標準書の関係、違い
- 作業手順書、作業標準書の種類
- 作業標準書、作業手順書のつくり方 、書き方
- 作業手順書、作業標準書の使い方 | 実践的な運用と管理
- 日々の業務に活用する
- 品質向上に役立てる
- 業務改善に繋げる
- 安全管理に活かす
- 定期的な見直しと改善
- 効果的な活用のためのポイント
- 標準時間(ST)と作業標準時間 標準時間は標準作業から測定する
- 作業手順書・作業標準書の変更・更新管理について
- 標準作業組合せ票と標準作業書、作業手順書
- 作業手順書作成のよくある課題と対策
- 作業手順書:写真や画像の効果的な利用
- 作業手順書の評価とフィードバック
- 作業手順書、作業標準書の作成 おすすめ BOOK
- まとめ
- 作業標準書 資料 無料ダウンロード
3分で分かる! chatGPTで作業手順書を作成 概要解説
「分かりやすく、もれなく、最新の情報で」。そんな理想の作業手順書作成に、AIチャットボットのChatGPTが革命を起こしつつあります。これまで時間と手間がかかっていた作業が、ChatGPTを活用することで大幅に効率化できるます!!
なぜChatGPTが作業手順書作成に役立つのか?
ChatGPTは、大量のテキストデータを学習しており、自然な文章生成能力に長けています。この能力を活かすことで、以下のようなメリットが期待できます。
- 構成案の作成: 曖昧な指示でも、ChatGPTが適切な章立てや項目を提案してくれます。
- 文章の自動生成: 作業内容のキーワードや簡単な説明を入力するだけで、具体的な手順の文章案を生成できます。
- 表現の多様化: 同じ内容でも、異なる表現で複数の案を出力してもらうことで、より分かりやすい表現を見つけられます。
- 翻訳: 多言語対応も容易なため、グローバルなチームでも活用できます。
- 既存手順書の改善: 古い手順書をChatGPTに読み込ませ、改善点や不足している情報を提案してもらうことができます。
ChatGPTで作業手順書を作成する基本的な流れ
- 目的と範囲の明確化: どのような作業の手順書を作成するのか、対象範囲を具体的に定義します。
- ChatGPTへの指示(プロンプト): 作成したい手順書の概要や必要な情報を、具体的かつ明確にChatGPTに入力します。
- 例:「〇〇作業の基本的な手順を、初心者にも分かりやすいように箇条書きで作成してください。」
- 例:「既存の△△作業手順書を読み込み、最新の情報に基づいて修正してください。」
- 生成された文章の確認と修正: ChatGPTが出力した文章はあくまで案です。内容の正確性、網羅性、分かりやすさを確認し、必要に応じて修正・加筆します。
- 体裁の調整: 必要に応じて、見出し、箇条書き、図などを挿入し、読みやすいように体裁を整えます。
注意点
- 情報の正確性: ChatGPTが出力する情報が常に正しいとは限りません。必ず人間の目で確認し、専門家のレビューを受けるようにしましょう。
- 曖昧な指示は避ける: 指示が曖昧だと、期待通りのアウトプットが得られない可能性があります。できるだけ具体的に指示することが重要です。
- 著作権: ChatGPTが生成した文章の著作権には注意が必要です。利用規約を確認し、適切な範囲で使用しましょう。
*ChatGPTは、作業手順書作成の効率を劇的に向上させる可能性を秘めています。しかし、生成された情報を鵜呑みにするのではなく、人間の目でしっかりと確認・修正することが不可欠です。
以下、下記に最終的にChatGPTが生成した文章を人が確認、評価する際の『基本的な基礎知識』を記載しています、ChatGPTに適切なプロンプトを質問する場合にも欠かせない知識です。
*****************************************
関連記事:
AI chatGPTでわかりやすい業務マニュアルを作成する!【図解】

作業手順書、作業標準書とは
工場でモノを作る又はレストランでお客様の接待をしてサービスする場合、各人が自分の思うようにやっていては加工作業及びサービスにバラツキがは発生します、品質が安定しません。
その為に作業手順書、作業標準書を作成して常に同じ品質の加工作業、サービスが維持できるようにします。
製造業、飲食業、土木業と全ての業種で必要な基本的な文書です。
関連記事:業務マニュアルの作り方【図解】

2024年版 作業手順書、作業標準書の作成、活用、テンプレート、事例
作業手順書、作業標準書の作成、活用、テンプレート、事例の解説動画です。
なぜ、作業標準書、作業手順書、作業マニュアルが必要か
工場はもとより第一次産業(農業、林業、水産業など、狩猟、採集)、第二次産業(製造業、建設業など、工業生産、加工業。 電気・ガス・水道業)そして、第三次産業(情報通信業、金融業、運輸業、小売業、サービス業)のすべての産業において作業標準書、作業手順書、作業マニュアルの作成および教育が必要です。
作業標準書、作業手順書、作業マニュアル作りは公営・民営のかかわりなく、また営利・非営利のかかわりなく、教育、宗教、公務などの活動において初めに作成すべきモノです。
初めに仕事の手順の基本の型を学ぶことにより、クリェイティブ な発想が可能になります。
型を学ぶ ⇒ 型にはまる ではない。創造性が乏しいではない、創造するためには徹底的に型を真似なければなりません。そうすれば改善すべき処が見えてきます!
ピカソの名言 「凡人は模倣し、天才は盗む」
作業標準書、作業手順書、作業マニュアルは、企業の持続的な成長のために不可欠なツールです。これらの文書を作成し、活用することで、品質の向上、生産性の向上、コスト削減、属人化の防止など、様々なメリットが得られます。
作業手順書、作業標準書や作業マニュアルが必要な理由 メリット
作業標準書、作業手順書、作業マニュアルは、企業活動において非常に重要な役割を果たしています。なぜこれらの文書が必要なのでしょうか。主な理由を以下にまとめました。
1. 品質の安定化と向上
- 作業の標準化: 全員が同じ手順で作業することで、製品やサービスの品質が安定し、ばらつきを減らすことができます。
- ミス防止: 作業手順を明確にすることで、人為的なミスを減らし、不良品や不良サービスの発生を防ぎます。
- 品質基準の統一: 企業全体で共通の品質基準を設け、顧客満足度の向上に繋げます。
2. 生産性の向上
- 作業時間の短縮: 作業手順を最適化することで、作業時間を短縮し、生産性を向上させることができます。
- ムダな作業の削減: 不要な作業を洗い出し、効率的な作業フローを確立します。
- 新人教育の効率化: マニュアルを参照することで、新人が短期間で業務を習得できるようになります。
3. コスト削減
- 不良品削減によるコスト削減: 品質の安定化により、不良品が減り、再作業や返品によるコストが削減されます。
- 人件費の削減: 作業手順が明確になることで、教育時間や指導に費やす時間が減り、人件費を削減できます。
- 材料費の削減: 作業手順の最適化により、材料の無駄遣いを減らすことができます。
4. 属人化の防止
- ノウハウの共有: 属人化しがちなノウハウを文書化することで、社員全員が共有でき、知識の伝承がスムーズに行われます。
- 人材の流動化: 特定の社員に依存しない体制を構築することで、人材の流動化を促進し、組織の活性化に繋がります。
5. 法規制への対応
- 安全対策: 安全に関する作業手順を明確にすることで、労働災害を防ぎ、法規制への対応を徹底します。
- 品質基準の遵守: 製品やサービスに関する法規制や業界規格を遵守するために、作業手順を文書化します。
6. 組織全体の効率化
- 業務の透明化: 業務内容を可視化することで、業務の効率化や改善点を発見しやすくなります。
- コミュニケーションの円滑化: 共通の基準となる文書があることで、部門間の連携がスムーズに行われます。
- リスク管理: 潜在的なリスクを事前に把握し、対策を講じることができます。
作業標準書の目的 | 文書管理システムのいち手段 | 製品品質のバラツキの安定化
作業手順書、作業標準書、作業マニュアルがないデミリット
作業手順書、作業標準書、作業マニュアルがないと下記の問題が発生する。
- 作業方法ばらつきによる品質トラブル、標準時間(ST)のバラツキによる生産台数の低下。
- 良い作業の未把握、未確定。
- 文書化していないと正確に伝達できない。
- 工場技術ノウハウの継承ができない。
- 作業改善する場合の各担当、部署間の情報の共有がしにくい。
- 新人作業者に正確に指導、教育できない。
- 不良品がお客様に流失する。
- お客様からの品質保証文書の要求に応えられない。
作業手順書、作業標準書、SOP、作業指示書との違い
作業者に作業標準を基づいて作業の仕方を示した指導書。作業するうえで守らなければならないルールやコツをまとめたもの。部品の持ち方、持つ位置、組み付け基準、使用する工具検査規格を記載。
作業指示書、作業要領書、製品標準書、標準作業手順書の意味は作業標準書の事ですが厳密に区分すると作業標準書と作業手順書の違いは下記のようになります。
作業標準書: より広範囲な業務について、作業の目的、方法、基準などを総合的にまとめたものです。
作業手順書: 特定の作業について、具体的な手順を詳細に記述したものです。
また、作業標準書をSOPと呼んでいる会社、団体もあります。(SOPとは、Standard Operating Proceduresの略)
ちなみに中国語では标准作业程序、标准作业手顺书と呼んでいます。
又、作業指示書、作業指示票、作業要領書等の違いについては下記のとおり。
*作業標準(英語:Manufacturing Standard)作業条件、作業方法、管理方法、使用材料、使用設備その他の注意事項などに関する基準を定めたもの。 作業指導書、作業手順書、作業マニュアルも作業標準書のひとつ、職場、会社ごと名称が異なるだけ。 基本的な作成方法、使用方法は同じです。
*作業指示書(英語:work instructions) 「任務をどのように実施し記録するかについて詳細に記述したもの.備考1.作業指示書は文書化しなくてもよい.2.作業指示書は,例えば,作業内容を詳細に文章で記述したもの,フローチャート, テンプレート,見本,図面に記人したメ
モ,仕様,装置取り扱いマニュアル,写 真,ビデオ,チェックリスト,これらの組合せなどでもよい.作業指示書では, 使用する材料,装置,文書類について説明することが望ましい.関連する場合は,作業指示書には合否基準が盛り込まれる.」(ISO TR 10013)
*作業指示票(英語:instruction sheet) 製造作業の標準を定めた作業標準のうち,監督者,作業者への作業指示を主な内容として,多種少量生産や特別注文のため作業条件を変更するとき,共通作業と関連づけて,次のような事項を指示するもの。
適用範囲,加工品名,ロットナンバー, 適用時期,品質,加工条件,使用設備, 治工具など。 一般的名称として,作業指導票,特別 指示票,製造指示票などと呼ばれる.主
として製造監督者,製造作業者が使う。
*作業要領書(英語:job instruction sheet) 作業者に作業標準に基づいて作業の仕方を示した指導書、作業する上で守らなければならないルールや勘・コツなど,意識して作業する
箇所,意識の仕方,あり方をまとめたもの.部品の持ち方,持つ位置,部品を組み合わせるときの接近方法や組付け基準,使用する工具や検査規格などを記載。
(引用書籍:クォリティマネジメント用語辞典)
マニュアル、イレギュラー、作業手順の意味
マニュアルの意味
通常、会社、工場においてマニュアルと言っているは作業標準書、作業手順書、作業要領書のことであり、所属する会社、団体よって呼び名が違う。
語源の英語のManualは小冊子、便覧、案内書、手引きの意味である。
マニュアルには、様々な種類があり、それぞれ特徴が異なります。
- 取扱説明書: 製品の使い方を説明するマニュアルです。家電製品、機械、ソフトウェアなど、様々な製品に付属しています。
- 操作マニュアル: 機器やシステムの操作手順を具体的に説明したマニュアルです。
- 業務マニュアル: 企業内の業務手順をまとめたマニュアルです。
- ユーザーマニュアル: ソフトウェアやサービスの利用方法を説明したマニュアルです。
- 品質マニュアル: 品質管理に関する手順や基準をまとめたマニュアルです。
イレギュラーの意味
会社、工場でのイレギュラーの意味は作業標準書等の決められたルール、規則に違反した行為、製品を表現している。
元々の英語 irregularの意味は「不規則な」、「変則的な」の意味。
日本語で「不規則な」や「変則的な」という意味を持つ言葉です。
より詳しく説明すると
規則から外れている: 通常のルールやパターンから逸脱している状態を指します。
予想外: 予測できない、または予期せぬ出来事や状況を表します。
例外: 一般的な規則や傾向から外れる特殊なケースを指します。
よって、イレギュラーな作業をしないようにマニュアルを作成し、順守しなければならない。
作業手順の意味
製品及び部品をつくる順序、方法のこと、また標準作業とは安全で品質の良い製品、部品を効率的に生産する為の部品の持ち方、持つ位置、組み付け基準等の順序、作業方法のこと。
QC工程表と作業標準書の関係、違い
製品を設計で開発し、その製品を生産する為に設備、治具を生産技術で検討、製作、そして製造技術で試作品を検討し、最終的に製造で量産を行うのが基本的なものづくりの流れです。
品質の安定した製品を生産する為に5M(人、設備、方法、材料、測定)のバラツキのポイントを一目で把握できる手段としてQC工程表が作成されます。
いわば、QC工程表は生産ラインのものづくりの基本のデザイン図です、これをみえれば一目で工程の管理すべきポイントがわかります。
しかし、QC工程表だけでは各工程のものづくりの詳細ポイントのまではわかりません。作業者がわかりやすく、作業方法を記載したのが作業標準書です。
QC工程表は管理者、監督者そして作業標準書は作業者の為の標準書です。
QC工程表と作業標準書は、どちらも品質管理において重要な役割を果たす文書ですが、それぞれ異なる側面を持っています。
QC工程表とは?
- 目的: 製品やサービスの品質を確保するために、各工程における品質特性と管理方法を図示したものです。
- 内容:
- 各工程で管理すべき品質特性(例:寸法、外観、強度など)
- それぞれの特性に対する管理方法(例:検査項目、判定基準、サンプリング方法など)
- 工程間の関連性
- 特徴:
- 品質管理の計画段階で作成
- 全体的な品質管理の流れを把握するのに役立つ
- 管理者や品質管理担当者が主に利用
両者の関係
- QC工程表が土台: QC工程表は、品質管理の全体像を示す設計図のようなものです。作業標準書は、この設計図に基づいて、各工程の具体的な作業手順を詳細に記述します。
- 作業標準書がQC工程表を実現: 作業標準書は、QC工程表で定められた品質特性を達成するための具体的な行動指針です。各作業者が作業標準書に従って作業することで、QC工程表で設定された品質目標が達成されます。
- 相互補完の関係: QC工程表と作業標準書は、それぞれ異なる視点から品質管理を捉えており、相互に補完し合う関係にあります。
| 区分 | QC工程表 | 作業標準書 |
|---|---|---|
| 目的 | 品質管理の計画 | 作業手順の標準化 |
| 内容 | 品質特性、管理方法 | 作業手順、注意点 |
| 利用者 | 管理者、品質管理担当者 | 作業者 |
| 特徴 | 全体的な品質管理の流れを把握 | 作業者が直接参照 |
QC工程表と作業標準書は、どちらも品質管理には欠かせない文書です。QC工程表をしっかりと作成し、その内容に基づいて作業標準書を作成することで、より効果的な品質管理を実現することができます。
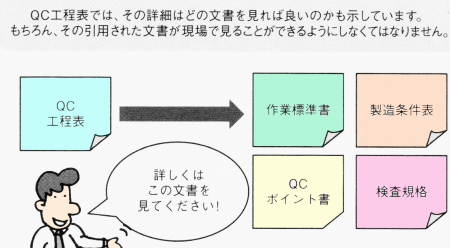
QC工程表と作業標準書
関連記事:QC工程表の作成と活用、事例
作業工程表とは
また、QC管理表、作業手順書と良く間違いやすい言葉として作業工程表があります。
作業工程表の本来の意味は①工事の施工順序を表にしたもの②一個の製品を加工していく過程を示した表で時間を基準としたタイムスケジュールです。
作業工程表の目的
- 工程の可視化: 全体の工程を一覧で確認し、各工程の役割や位置づけを明確にすることができます。
- 工程間の関連性の把握: 各工程がどのように連携し、全体の生産に貢献しているのかを把握できます。
- 工程時間の把握: 各工程にかかる時間を把握し、生産計画や納期管理に役立てることができます。
- 問題点の発見: 工程間のボトルネックや、改善が必要な点を早期に発見することができます。
- 標準化: 標準的な作業手順を定め、品質の安定化と生産性の向上に貢献します。
作業工程表の構成要素
一般的に、作業工程表には以下の要素が含まれます。
- 工程名: 各工程に分かりやすい名称を付けます。
- 工程内容: 各工程で行う具体的な作業内容を記述します。
- 作業者: 各工程を担当する者を明記します。
- 所要時間: 各工程にかかる時間を記載します。
- 先行工程: 各工程の前に実施する工程を記載します。
- 後続工程: 各工程の後に実施する工程を記載します。
作業工程表の種類
作業工程表には、様々な種類があります。
- Ganttチャート: 工程の開始と終了時期を棒グラフで表し、工程間の関係を視覚的に表現します。
- PERTチャート: 各工程の作業時間を確率的に表現し、プロジェクト全体の期間を予測するのに適しています。
- フローチャート: 工程間の流れを矢印で繋ぎ、作業手順を詳細に記述します。
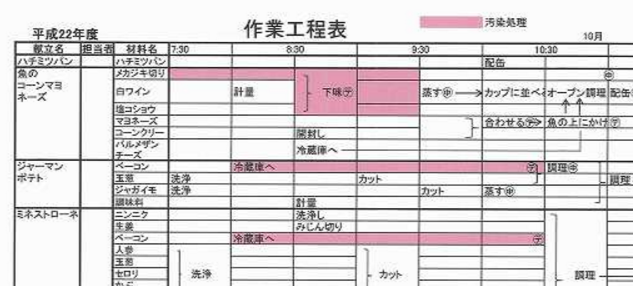
作業工程表
作業手順書、作業標準書の種類
作業手順書、作業標準書の種類は安全の管理、作業の管理、品質の管理、設備の管理に分けられる。
①安全管理用: 安全管理作業手順書は、建設現場をはじめとする様々な作業現場において、作業中の事故を防止し、安全な作業環境を確保するために不可欠な文書です。作業の種類や現場の状況に応じて、具体的な手順を詳細に記載することで、作業員一人ひとりが安全意識を持ち、安全な作業を遂行できるよう支援します。
②組立て作業管理用: マシンを使用しない加工、部品取り付け、組み立て作業の質の安定による作業性、製品品質、コスト、納期の安定、向上を目的としている。 対象範囲としては加工、組み立て工程用の作業標準書等である。
③マンーマシン作業管理用: マシンを使用する加工作業の質の安定による作業性、製品品質、コスト、納期の安定、向上を目的としている。 対象範囲としてはマシンで加工、組み立て工程用の作業標準書等である。
④検査用: 検査業務が中心となり、作業標準化により適切な検査を実施することが可能となり、不良の流失を阻止できる。受け入れ検査用、工程内検査用、完成品検査用に分けられる。
⑤マシン管理用: マシン、機械設備を正しく操作し、適切に保全することが目的である。 各設備毎の設備操作・作業標準書及び点検チェックシートで対応する。
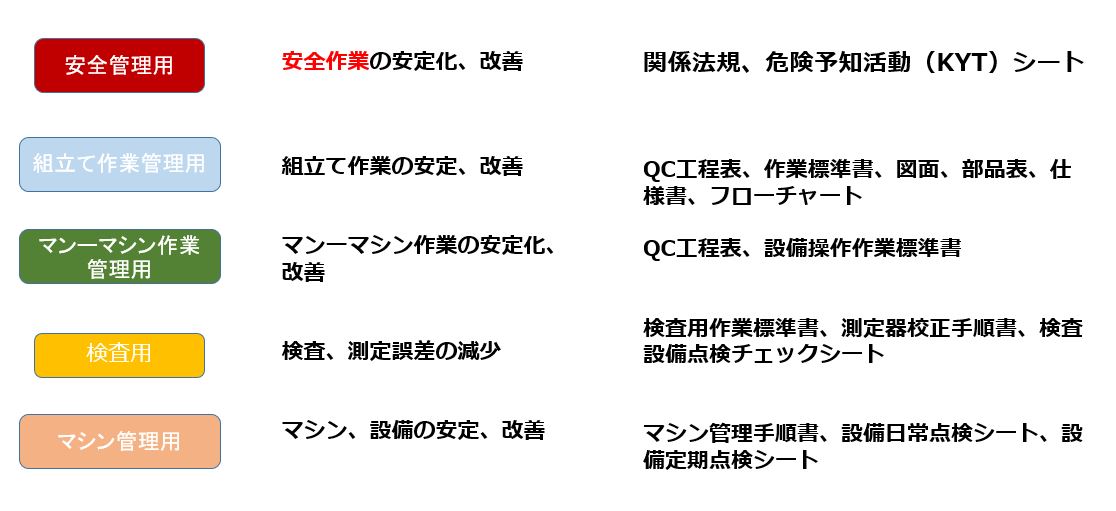
作業手順書の種類
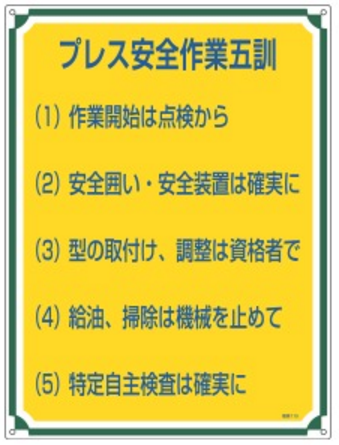
安全作業の作業手順書、安全作業手順書とは?
良い製品そして生産性を向上させる標準作業書を作成する場合、一番に優先して作成するべき作業標準書は安全作業手順書です。
作業が安全で衛生的な環境で作業できるように安全作業手順書を作成します。
体裁だけ整っていれば良いというものではなく、真に作業者の立場に立たったもので、しかも作業効率が良い、安全作業でなりません。
安全作業用作業手順書と作業標準書は、どちらも作業を安全かつ効率的に行うための重要な文書ですが、その内容や詳細さに違いがあります。
-
安全作業用作業手順書:
- 特定の作業における安全に関する手順を詳細に記述したものです。
- 安全上のリスクを特定し、それを回避するための具体的な手順、使用する保護具、緊急時の対応などが記載されます。
- 作業前に必ず確認し、安全に作業を行うための指針となります。
-
作業標準書:
- 作業全般の標準的な手順を定めた文書です。
- 作業手順だけでなく、使用する工具、材料、品質基準なども含む場合があります。
- 安全に関する項目も含まれますが、安全作業用作業手順書ほど詳細ではありません。
安全作業用作業手順書と作業標準書の違いと関係性
安全作業用作業手順書と作業標準書は、どちらも安全な作業環境を確保し、製品の品質向上に貢献するための重要な文書です。両者を適切に活用することで、より安全で効率的な生産活動を実現することができます。
| 区分 | 安全作業用作業手順書 | 作業標準書 |
|---|---|---|
| 焦点 | 安全 | 作業全般 |
| 内容 | 安全に関する手順、リスク、緊急時対応 | 作業手順、工具、材料、品質基準など |
| 詳細度 | 詳細 | 比較的概略 |
| 目的 | 事故防止、安全確保 | 品質向上、効率化、標準化 |
安全作業用作業手順書は、作業標準書の中の安全に関する部分をより詳細に掘り下げたものと考えることができます。つまり、安全作業用作業手順書は、作業標準書を補完し、より安全な作業の実現をサポートする役割を果たしています。
なぜ両方が必要なのか?
- 安全確保: 安全作業用作業手順書により、作業中の危険を事前に察知し、事故を防止することができます。
- 品質向上: 作業標準書に基づいて作業を行うことで、製品の品質を安定させ、顧客満足度を高めることができます。
- 効率化: 両方の文書を組み合わせることで、作業のムダを省き、効率化を図ることができます。
- 法規制への対応: 労働安全衛生法などの法規制を遵守するために、両方の文書を作成することが求められます。

加工、組み立て用作業指示書、作業手順書、作業標準書とは?
設備、マシンを使用しない加工、組み立て用作業指示書、作業手順書、作業標準書は安全かつ正確に作業手順を指示するための文書です。
安全確保
- 危険防止: 誤操作による事故から作業者の安全を確保します。
- 手順の明確化: 複雑な操作手順を分かりやすく示し、ミスを減らします。
- 緊急時の対応: 緊急事態発生時の対処方法を明確にし、迅速な対応を可能にします。
品質向上
- 作業の標準化: すべての作業者が同じ手順で作業することで、製品の品質を安定させます。
- バラツキの低減: 個人差による作業のバラツキを減らし、製品の品質向上に貢献します。
- 検査項目の明確化: 検査項目を明確にすることで、製品の品質を確保します。
効率化
- 作業時間の短縮: 作業手順を最適化することで、作業時間を短縮し、生産性を向上させます。
- ムダな作業の削減: 不要な作業を省き、効率的な作業フローを確立します。
- 新人教育の効率化: マニュアルを参照することで、新人が短期間で業務を習得できるようになります。

加工、組み立て用作業指示書、作業手順書、作業標準書
マンーマシーン用作業指示書、作業手順書、作業標準書とは?
マシンを使用する加工作業の質の安定による作業性、製品品質、コスト、納期の安定、向上を目的とする作業手順書であり、人(オペレーター)と機械が連携して作業を行う際に、オペレーターに対して安全かつ正確に作業手順を指示し、機械を操作するための文書です。
マンーマシン用作業指示書は、安全な作業環境の構築、製品品質の向上、生産性の向上など、様々な側面から企業に貢献します。
特に、複雑な機械を扱う現場や、複数のオペレーターが関わる作業において、その重要性は高まります。
安全確保
- 危険防止: 誤操作による事故や機械の故障を防止し、作業者の安全を確保します。
- 手順の明確化: 複雑な操作手順を分かりやすく示し、ミスを減らします。
- 緊急時の対応: 緊急事態発生時の対処方法を明確にし、迅速な対応を可能にします。
品質向上
- 作業の標準化: すべてのオペレーターが同じ手順で作業することで、製品の品質を安定化
- バラツキの低減: 個人差による作業のバラツキを減らし、製品の品質向上に貢献します。
- 検査項目の明確化: 検査項目を明確にすることで、製品の品質を確保します。
効率化
- 作業時間の短縮: 作業手順を最適化することで、作業時間を短縮し、生産性を向上させます。
- ムダな作業の削減: 不要な作業を省き、効率的な作業フローを確立します。
- 新人教育の効率化: マニュアルを参照することで、新人が短期間で業務を習得できるようになります。
マンーマシン用作業指示書が求められる背景
- 機械の複雑化: 近年、機械は高度化し、操作が複雑になっています。
- 多品種少量生産: 製品の種類が増え、それに伴い作業手順も多様化しています。
- 人材の育成: 熟練者のノウハウを文書化し、後進に継承する必要があります。
- 法規制への対応: 安全に関する法規制を遵守するために、作業手順を文書化することが求められています
マンーマシーン用作業指示書、作業手順書、作業標準書
検査用作業手順書、作業標準書とは?
検査用作業手順書とは、製品や工程の品質を確保するために、検査者がどのような手順で検査を行うべきかを詳細に記述した文書です。製品の設計図や仕様書に基づき、検査項目、検査方法、判定基準などを具体的に示すことで、検査の標準化を図り、検査結果の信頼性を高めることを目的としています。
検査用作業手順書に記載される主な内容
- 検査対象: 検査を行う製品名、部品名、ロット番号など
- 検査目的: 検査を行う目的(品質確認、出荷前検査など)
- 検査項目: 検査する項目(外観、寸法、機能など)
- 検査方法: 検査に使用する器具、測定器、検査手順
- 判定基準: 合格・不合格の判定基準
- 記録方法: 検査結果の記録方法(記録シート、検査報告書など)
- 関連図面: 検査対象の図面や仕様書
- 注意事項: 検査中に注意すべき事項
検査用作業手順書を作成するメリット
- 検査の標準化: 検査者が誰でも同じ手順で検査を行うことができ、検査結果のばらつきを減らすことができます。
- 品質の安定化: 検査項目を明確にすることで、製品の品質を安定化させることができます。
- 効率化: 検査手順を効率化することで、検査時間を短縮し、生産性を向上させることができます。
- トレーサビリティ: 検査記録を残すことで、製品の履歴を管理し、問題発生時の原因究明に役立てることができます。
- 法規制への対応: 法規制で定められた検査項目や手順を確実に実施することができます。
検査用作業手順書の活用例
- 製造業: 製品の出荷前検査、工程間の検査
- 食品製造業: 食品の成分検査、衛生検査
- 医療機器製造業: 医療機器の性能検査、安全性検査

検査用作業手順書、作業標準書
マシン管理用作業手順書とは?
マシン管理用作業手順書とは、工場で使用する様々な機械(マシン)を安全かつ効率的に運用するために、機械の点検、清掃、修理、部品交換など、それぞれの作業手順を詳細に記述した文書のことです。
なぜマシン管理用作業手順書が必要なのか?
- 安全確保: 作業手順を明確にすることで、危険な作業を事前に把握し、事故を防ぐことができます。
- 品質確保: 標準的な作業手順を定めることで、作業の品質を安定させ、製品の品質向上に繋がります。
- 効率化: 作業手順を可視化することで、無駄な作業を省き、作業効率を向上させることができます。
- 教育・継承: 新人や経験の浅い担当者への教育資料として活用することで、スムーズな業務引き継ぎが可能になります。
- トラブルシューティング: 問題発生時に、手順書を参考に原因究明を行い、迅速な復旧に繋げることができます。
マシン管理用作業手順書に記載する内容
マシン管理用作業手順書に記載する内容は、機械の種類や作業内容によって異なりますが、一般的には以下の項目が含まれます。
- 機械名: 対象となる機械の名称を明確に記載します。
- 作業名称: どのような作業を行うのかを明確に記載します。
- 目的: 作業を行う目的を簡潔に説明します。
- 準備するもの: 作業に必要な工具、資材、機器などをリストアップします。
- 作業手順: 作業の流れを1つずつ詳細に記述します。
- 安全対策: 危険が伴う作業の場合は、安全対策を具体的に記載します。
- 確認事項: 作業完了後に確認すべき事項をリストアップします。
- 関係者: 作業に関わる者(作業員、監督者など)を記載します。
- 作成日: 作業手順書を作成した日付を記載します。
- 作成者: 作業手順書を作成した者の氏名を記載します。
マシン管理用作業手順書の例
- NC旋盤の工具交換手順
- プレス機の定期点検手順
- 溶接機の清掃手順
- ロボットのプログラム変更手順
マシン管理用作業手順書
作業標準書、作業手順書のつくり方 、書き方
作業標準書・作業手順書の作成の基本的な手順とポイントについて解説します。
目的を明確にする
- なぜ作成するのか: 業務の改善、品質向上、新人教育、トラブル防止など、目的を明確にすることで、必要な情報や内容が絞り込めます。
- 誰に向けて作成するのか: 対象となる従業員のレベルや職種によって、内容や表現を変える必要があります。
現状の作業を分析する
- 作業内容の洗い出し: 作業の流れを細かく分解し、各作業の目的や必要な資源を洗い出します。
- 問題点の洗い出し: 現状の作業で発生している問題点や改善点を見つけ出します。
- 時間計測: 各作業にかかる時間を計測することで、効率化の余地を探ることができます。
標準作業手順を作成する
- フォーマットを決める: 会社で統一されたフォーマットがある場合は、それに従い、ない場合は、見やすいフォーマットを作成します。
- 作業手順を記述する: 洗い出した作業内容を、誰が読んでも理解できるよう、簡潔かつ具体的に記述します。
- 図や写真を使用する: 複雑な作業や手順は、図や写真を使用することで、より分かりやすく説明できます。
- チェックリストを作成する: 作業の漏れやミスを防ぐために、チェックリストを作成することも有効です。
試行錯誤と改善
- トライアル運用: 作成した作業手順書を実際に運用し、問題点や改善点がないか確認します。
- フィードバック: 現場の意見を聞き、作業手順書を修正・改善します。
- 定期的な見直し: 業務内容が変更になったり、新しいツールが導入されたりした場合には、作業手順書を定期的に見直すことが重要です。

作業標準書、作業手順書のつくり方 、書き方
作成ツール
- Word: 文書作成に特化したツールで、表や図などを使いやすく作成できます。
- Excel: データの管理や集計に優れており、チェックリストの作成などに適しています。
- 専門のソフトウェア: 作業手順書作成に特化したソフトウェアもあり、より効率的に作成できます。
具体的な作業手順書の作り方のポイント
具体的な作業手順書(作業指示書)の書き方のポイントは下記のとおりです。
①表現が簡潔であり分かりやすい。 箇条書きで短い文章で的確に内容を表現、「です、こと」等の言葉は不要。
②読み物ではなく視覚で分かりやすく。 イラスト、写真で視覚で内容が即時、わかるようにする。
③抽象的でなく、具体的であること。 抽象的事例:『炉の温度を40℃に設定する』 具体的事例:具体的に書く『ダイヤルA切り替え、計器Bのメモリを40°になるようにバルブCを調整』 又、官能検査の場合は見本を作成し、具体化させる。
④前後工程の抜けがないこと。 前後工程を良く調べ、前工程、本工程、後工程の間に抜けがないか確認する。
⑤初めから完璧を求めない。 仮でも良いのでまずは作成し、その後、改訂しいくようにする。 ⑥工程リーダー(班長)が作業者へ作業説明する時の資料とする。
作業標準書は作業者に工程リーダーが説明する際の資料として簡潔に作成する。
作業手順書、作業標準書の作成部署 はどこ? 生産技術課 、品質保証部
作業手順書、作業標準書は生産技術資料である。 作業標準書の作成部門としては下記のどれかが担当する。
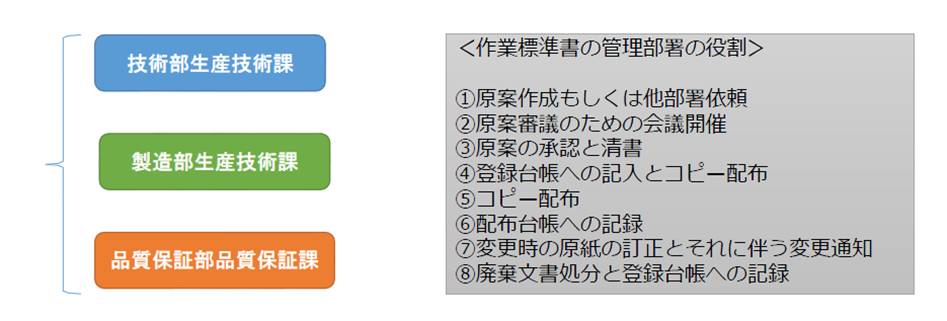
作業標準書の作成部署 | 生産技術課 – 品質保証部
作業手順書、作業標準書の使い方 | 実践的な運用と管理
作業手順書・作業標準書は、作成するだけでなく、正しく活用することで、その真価を発揮します。ここでは、これらの文書を効果的に活用するための具体的な方法について解説します。
日々の業務に活用する
- 作業の確認: 作業を開始する前に、手順書を確認することで、漏れやミスを防ぎ、作業効率を向上させます。
- 問題発生時の対応: 問題が発生した場合、手順書に記載された内容を参考に、迅速かつ的確な対応を行うことができます。
- 新人教育: 新人社員へのOJT(On-the-Job Training)の際に、手順書を教材として活用することで、短期間で業務を習得させることができます。
品質向上に役立てる
- 品質基準の統一: 手順書に品質基準を明記することで、すべての作業者が同じ品質レベルで作業を行うことができます。
- 不良品発生の防止: 手順書に沿って作業を行うことで、不良品発生の原因を特定しやすくなり、再発防止に繋がります。
- 顧客満足度の向上: 一貫した高品質な製品やサービスを提供することで、顧客満足度を高めることができます。
業務改善に繋げる
- 作業時間の短縮: 手順書を見直すことで、無駄な作業を省き、作業時間を短縮することができます。
- コスト削減: 作業効率の向上や不良品の減少により、コスト削減に繋がります。
- 業務の標準化: 手順書を共有することで、業務の標準化が進み、属人化を防ぐことができます。
安全管理に活かす
- 安全作業の徹底: 安全作業に関する手順を明確にすることで、安全意識を高め、事故防止に繋がります。
- 緊急時の対応: 緊急事態が発生した場合、手順書に記載された手順に従って、適切な対応を行うことができます。
定期的な見直しと改善
- 変化に対応: 業務内容や環境の変化に合わせて、手順書を定期的に見直し、改善することが重要です。
- 現場の意見を反映: 現場で作業を行う社員の意見を聞き、より実用的な手順書に作り替えていきましょう。
効果的な活用のためのポイント
- 誰でも理解できるよう簡潔に記述する: 専門用語を避け、図や写真などを活用することで、より分かりやすく説明します。
- 現場で使いやすい形式にする: A4サイズの紙に印刷したり、タブレット端末で閲覧できるようにするなど、現場で使いやすい形式にすることが重要です。
- 定期的な教育を実施する: 新人社員だけでなく、ベテラン社員に対しても、手順書の内容を定期的に教育し、理解を深めることが重要です。
- 改善提案を奨励する: 現場の社員から改善提案を募り、手順書をより良いものにしていきましょう。
作業手順書、作業標準書の使い方
標準時間(ST)と作業標準時間 標準時間は標準作業から測定する
生産工程では生産計画の立案、結果の評価に当たり基準となる尺度を『標準時間』を設定している。 『標準時間』は『標準作業』から測定され、『標準作業』は『標準作業書』から規定される。 作業標準書が作成されないと標準時間は決まらない。
1.標準時間の定義:
標準時間とは適正に習熟した作業者が定められた方法、条件の下で正常な作業ペースで仕事を するときに必要であると定められている作業時間である。
標準時間の構造:
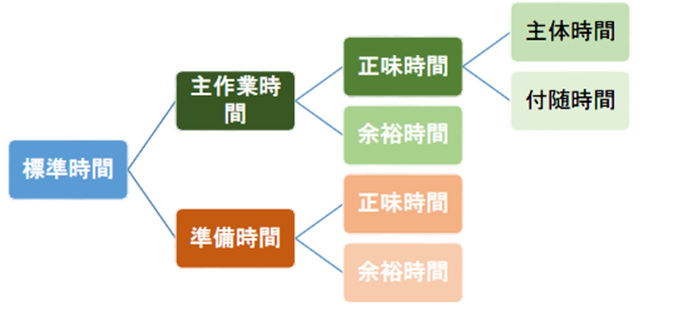
標準時間(ST)と作業標準時間 | 標準時間は標準作業から測定
タクトタイム tact time
各作業工程が同期して作動する時間スロット
加工された製品がそのラインから送り出されてくる時間間隔
流れ作業のようなラインシステムで用いらピッチタイムともいう。
つまり、この時間によってラインの生産量すなわち生産能力が決められる。
関連記事:ものづくりのタイム管理
マン・マシンチャート(人・機械稼動線図)
「マン・マシンチャート」は別名、「M-Mチャート」とも呼ばれ複合作業分析のひとつです。
作業者がマシンを使用して作業を行なう場合、作業者だけを対象に分析しては問題が不明確となるし、マシンだけをとらえても同じです。そこで、作業者とマシンの相互に関連を時系列的に作業分析するものである。
この作業分析を行なうことによって作業者の監視作業やアイドルが把握でき又、機械の稼働状況が作業者とどのように連動関係しているのかも把握でき、作業者とマシンの稼動の問題点を検知し、改善するのに有効な手段です。
M-M チャート-事例
作業手順書・作業標準書の変更・更新管理について
作業手順書や作業標準書は、業務の効率化や品質の安定化のために非常に重要な文書です。しかし、業務内容や環境の変化に伴い、これらの文書は定期的に見直し、更新を行う必要があります。
なぜ変更・更新管理が必要なのか?
- 業務内容の変化: 新製品の導入、工程の改善、法規制の変更など、業務内容が変化すると、手順書もそれに合わせて変更する必要があります。
- 品質の向上: より効率的な方法や新しい技術の導入により、作業手順を改善し、品質向上を図る必要があります。
- ミス防止: 古い情報のまま作業を行っていると、ミスが発生するリスクが高まります。
- 法規制への対応: 法規制が変更された場合、それに対応するために手順書を改訂する必要があります。
変更・更新管理の重要性
- 情報の一貫性: 常に最新の情報を反映することで、全社員が同じ情報に基づいて作業を行うことができ、情報の一貫性を保てます。
- ミス防止: 最新の情報に基づいた作業を行うことで、人為的なミスを防止できます。
- 品質の安定化: 標準化された手順書に基づいて作業を行うことで、製品やサービスの品質を安定化できます。
- 法規制への対応: 法規制に違反する行為を防ぎ、企業の信頼性を維持できます。
変更・更新管理の手順
- 変更要求の受付: 変更が必要になった場合、担当者から変更要求を受け付けます。
- 変更内容の検討: 変更内容が妥当かどうか、他の作業に影響がないかなどを検討します。
- 関係者への周知: 変更内容を関係者に周知し、意見を収集します。
- 文書の改訂: 変更内容を反映して、手順書を改訂します。
- 承認・発行: 関係者の承認を得て、改訂版の手順書を発行します。
- 教育・周知: 新しい手順書の内容を全社員に周知し、教育を行います。
- 履歴管理: 変更履歴を記録し、過去のバージョンを保存します。
変更・更新管理のポイント
- 定期的な見直し: 定期的に手順書を見直し、必要に応じて改訂を行います。
- 担当者の明確化: 変更・更新の担当者を明確にし、責任を持って作業を進めます。
- 履歴管理: 変更履歴を記録し、いつ誰がどのような変更を行ったか追跡できるようにします。
- バージョン管理: 過去のバージョンを保存し、必要に応じて参照できるようにします。
- 関係者への周知: 変更内容を関係者に周知し、理解を得ることが重要です。
- 教育の実施: 新しい手順書に基づいた教育を実施し、全社員が正確に理解できるようにします。
作業手順書、作業標準書の変更の必要性
得意先の要望による設計変更、コストダウンの為の加工方法の変更等の要因により 作業標準書は常に変更しなければならず、その変更システムが構築されていなければよいものづくりはできない。
1)使用材料の変更
2)作業内容変更
3)設備、治工具の変更
4)製造条件の変更
5)品質標準の変更
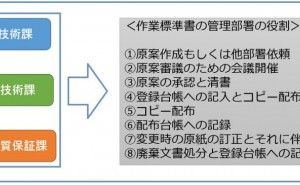
作業標準変更のための様式と手続き | 変更ルートの明確化
右図の作業標準変更書にて各部署に連絡。 また、下記のように変更管理を徹底させる。
1)変更ルートの明確化 変更管理の主部門を決定変更、通知の情報ルートを決める
2)現場・管理事務担当者の決定 受け取り、保管、差し替えの事務担当者を決定し、指導する。
3)職場全員に連絡 職場全員に作業標準の変更を簡潔に通知し、該当担当者には変更連絡書を基に詳細に説明する。
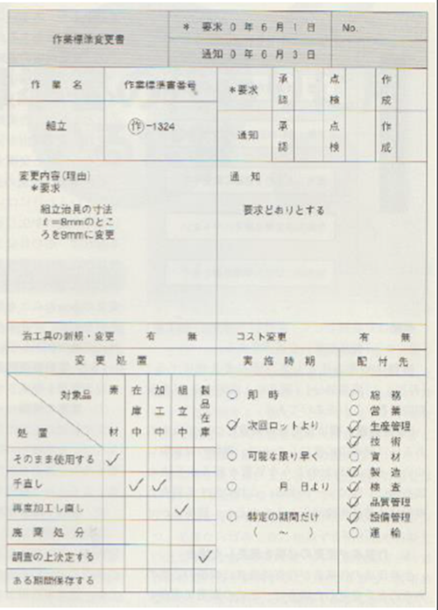
作業標準変更のための様式と手続き | 変更ルートの明確化
画像出典先:『QC工程表と作業標準書』日刊工業新聞社から
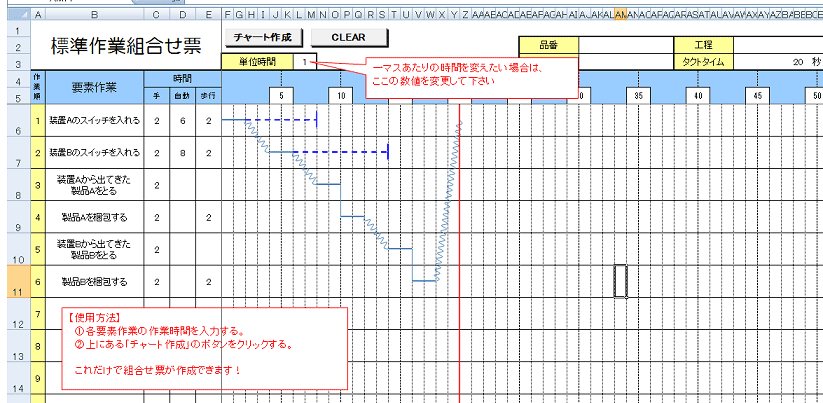
標準作業組合せ票と標準作業書、作業手順書
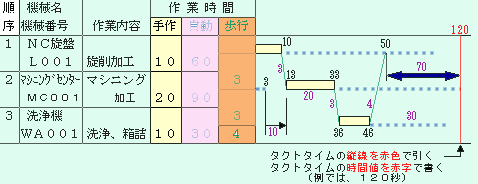
標準作業組合せ票とは、標準作業を実践するにあたり、タクトタイムを基準とし、人と機械の仕事の時間的経過を表にあらわしたものです。工場では、標準作業書や標準作業組合せ票などを活用し、作業者の動きを改善、標準化し、生産性のばらつきなどを改善している。
タクトタイムを基準として、人と機械の仕事の時間的経過を表にするためのものである。作成手順は次のとおり。
①タクトタイムを赤線で引く
②サイクルタイムから1人でできるか否かの見当をつける部品別能力表で分析した手作業時間と歩行時間の合計から判断する
③作業内容を工程順に記入
④手作業・自動送り・歩行時間数をそれぞれ記入
⑤④の数値を表にグラフ化
(注)自動送り時間がタクトタイム(赤線)を超える時は、その分を0秒(スタート)の位置から引く
⑥作業の組み合せをチェックする。「手待ちのムダ」等の問題点を洗い出す
⑦票どおりに作業ができるか実践・確認する。
標準作業組合せ票
作業手順書作成のよくある課題と対策
作業手順書作成のよくある課題は、企業規模や業種を問わず、多くの方が抱える共通の悩みです。
ここでは、よくある課題と、それに対する具体的な対策をまとめました。
作業手順書の作成が大変、難しい!
- 原因:
- どのレベルの詳しさで書くべきか分からない
- すべての作業を網羅できているか不安
- 必要な情報が抜け落ちてしまう
- 対策:
- テンプレートの活用: 統一感のあるフォーマットで作成することで、作業効率化が図れます。
- 5W1Hの活用: 誰が、何を、いつ、どこで、なぜ、どのように行うのかを明確にすることで、抜け漏れを防ぎます。
- 関係者との共有: 作成段階から関係者と意見交換を行い、より正確な手順書を作成します。
- OJTとの組み合わせ: 手順書だけでは理解できない部分については、OJTで補足説明を行います。
作業手順書が更新がされない
- 原因:
- 作業内容が頻繁に変わる
- 更新の手続きが煩雑
- 更新の必要性を感じていない
- 対策:
- 定期的な見直し: 定期的に手順書を見直し、必要に応じて更新を行います。
- 簡単な更新方法: 更新が容易な形式(Googleドキュメントなど)で管理します。
- 更新の重要性を周知: 手順書の更新が業務の質向上に繋がることを周知徹底します。
作業手順書が現場で活用されない
- 原因:
- 手順書が複雑で分かりにくい
- 手順書の内容と実際の作業にずれがある
- 手順書の存在自体が知られていない
- 対策:
- シンプルで分かりやすい表現: 専門用語を避け、図やフローチャートなどを活用して視覚的に分かりやすくします。
- 現場の声を反映: 現場の意見を聞きながら、手順書を修正・改善します。
- 周知徹底: 手順書の存在を周知し、活用を促します。
- インセンティブ: 手順書を活用した従業員に対して、インセンティブを与えることも効果的です。
紙ベースの手順書が管理しにくい
- 原因:
- 更新が煩雑
- 紛失しやすい
- 共有が難しい
- 対策:
- 電子化: クラウド型のファイル共有サービスなどを活用し、電子化します。
- バージョン管理: 過去のバージョンを保存し、必要に応じて参照できるようにします。
作業手順書作成の課題は、多岐にわたります。これらの課題を解決するためには、以下の点に注意することが重要です。
- 現場の声を反映: 現場で作業を行う人の意見を聞き、使いやすい手順書を作成する。
- シンプルで分かりやすい表現: 専門用語を避け、図や表を効果的に活用する。
- 定期的な見直し: 作業内容や環境の変化に合わせて、手順書を更新する。
- 電子化: 紙ベースの手順書から電子化することで、管理を効率化する。
- 周知徹底: 手順書の存在を周知し、活用を促す。
これらの対策を組み合わせることで、効果的な作業手順書を作成し、業務の効率化と品質の向上に繋げることができます。
作業手順書:写真や画像の効果的な利用
写真や画像は、文章だけでは伝えきれない情報を視覚的に補強し、より効果的にコミュニケーションを取ることができます。目的やターゲット層に合わせて、適切な画像を選び、効果的なレイアウトで配置することで、魅力的なコンテンツを作成することができます。
視覚的にわかりやすくするための工夫
視覚的な情報は、文章よりもはるかに早く、多くの情報を伝えることができます。作業手順書、プレゼンテーション、報告書、ウェブサイトなど、様々な場面で、視覚的な要素を効果的に活用することで、よりわかりやすく、印象的な情報を伝達することができます。
視覚化のメリット
- 記憶に残る: 視覚情報は、聴覚情報よりも記憶に残りやすいです。
- 理解を深める: 抽象的な概念も、視覚化することで具体的に理解できます。
- 興味を引きつける: 視覚的に魅力的な情報は、人の注意を引きつけ、興味を喚起します。
- 複雑な情報を簡潔に伝える: グラフや図を用いることで、複雑なデータをわかりやすく表現できます。
作業手順書の目的の明確化
- 何を伝えたいか?:情報を視覚的に補強する、感情に訴えかける、製品・サービスの魅力をアピールするなど、目的を明確にする。
- ターゲット層は?:年齢、性別、興味関心など、ターゲット層に合わせた画像を選ぶ。
- どのような雰囲気を出したいか?:洗練された、親しみやすい、高品質など、伝えたいイメージを言葉で表現する。
作業手順書の画像の選定
- 高画質であること:ぼやけた画像や粗い画像は、見た目の印象を悪くする。
- 著作権に注意する:フリー素材や自分で撮影した画像を使用するか、有料の画像素材を購入する。
- フォーマットを統一する:JPEG、PNGなど、使用するフォーマットを統一する。
- ファイルサイズを圧縮する:表示速度を考慮し、適切なファイルサイズに圧縮する。
作業手順書の画像の加工
- トリミング: 不要な部分を切り取り、構図を整える。
- リサイズ: 画像の大きさを調整する。
- 明るさ・コントラスト調整: 画像の雰囲気を変える。
- フィルター: 画像に効果を加える。
- テキストの挿入: 画像に文字を入れる。
配置とレイアウト
- 余白: 画像とテキストの間に適切な余白を設ける。
- バランス: 画像とテキストのバランスを考慮する。
- 視線誘導: 画像の配置で、視線を誘導する。
- 統一感: 全体的なデザインと調和させる。
注意点
- 画像の乱用: 画像が多すぎると、かえって見づらくなる。
- 画像のクオリティ: 低品質な画像は、信頼性を損なう可能性がある。
- アクセシビリティ: 視覚障害者など、全ての人が理解できるような配慮が必要。
ツール紹介
- 画像編集ソフト: Adobe Photoshop, GIMPなど
- 画像素材サイト: Pexels, Pixabay, Unsplashなど
- デザインツール: Canva, Adobe Illustratorなど
作業手順書の評価とフィードバック
作成された作業手順書が、本当に役立つものかどうかを評価し、改善に繋げるためのフィードバックは非常に重要です。ここでは、作業手順書の評価とフィードバックについて、具体的な方法や注意点などを解説します。
評価の目的
- 有効性: 手順書が、目的の作業を正しく、効率的に遂行できるか。
- 分かりやすさ: 誰でも理解できる、簡潔な表現になっているか。
- 正確性: 情報に誤りや矛盾はないか。
- 完全性: 必要な情報がすべて網羅されているか。
- 最新性: 最新の技術や情報に基づいているか。
評価の方法
- 自己評価: 作成者が、作成した手順書を客観的に評価します。
- ピアレビュー: 同僚や上司にレビューを依頼します。
- 現場での試行: 実際に手順書に従って作業を行い、問題点を洗い出します。
- アンケート調査: 手順書を利用する人に、アンケートを実施し、意見を収集します。
フィードバックのポイント
- 具体的に: 「分かりにくい」ではなく、「○○の部分が分かりにくい」のように、具体的に指摘します。
- 建設的に: 批判ではなく、改善点として捉え、建設的な意見を伝えます。
- 双方向に: フィードバックを受ける側も、積極的に質問し、意見交換を行います。
- 定期的に: 定期的にフィードバックを行い、改善を継続します。
評価シートの活用
評価シートを作成することで、客観的な評価が可能になります。評価シートには、以下の項目を含めることが考えられます。
- 評価項目: 各項目に対する評価(5段階評価など)
- コメント欄: 具体的な改善点や意見を記入する欄
- 評価者: 評価を行った人の名前
- 評価日: 評価を行った日付
改善点の具体例
- 表現の簡略化: 専門用語を避け、平易な言葉で説明する。
- 図や表の活用: 視覚的に分かりやすくする。
- 手順の順序の変更: より効率的な手順に修正する。
- 不要な情報の削除: 必要な情報だけに絞り込む。
- 最新情報への更新: 新しい技術や情報に置き換える。
フィードバックの注意点
- 感情的な言葉: 批判的な言葉や否定的な言葉は避け、建設的な言葉を選ぶ。
- 個人的な攻撃: 個人を攻撃するような言動は厳禁。
- 完璧を求めすぎない: 一度にすべての問題点を解決しようとせず、優先順位をつけて改善を進める。
フィードバックのサイクル
フィードバックは、一度行えば終わりではなく、継続的な取り組みが必要です。
作業手順書の評価とフィードバックは、手順書の質を向上させ、業務の効率化に繋がる重要なプロセスです。 上記を参考に、貴社の状況に合わせて、効果的な評価とフィードバックの仕組みを構築してください。
作業手順書、作業標準書の作成 おすすめ BOOK
アマゾン 作業手順書、作業標準書の作成 おすすめ書籍
下記がおすすめの作業手順書、作業標準書の作成のおすすめBOOKです。
現場で役立つ QC工程表と作業標準書
QC工程表と作業標準書の書き方・使い方を70余のQ&A形式でわかりやすく解説した現場向け実務書

目で見てわかる 稼げる機械保全「作業手順書」のつくり方・使い方
「作業手順書」は、保守・保全作業をより速く、より正確に、そしてより安全に行えるように、その手順や作業の要点(コツ)などを一覧表にまとめたもの。本書は、実際の保全事例と作業手順書をもとに、作業手順書の作成法と、それに基づく実践的な機械保全の進め方を紹介する。
小さな会社の〈人と組織を育てる〉業務マニュアルのつくり方
アマゾンでベストセラーBOOK

まとめ
標準作業書の作成についてご紹介しました。
作業手順書は、企業のあらゆる業務において、品質の向上や効率化、安全確保に不可欠なツールです。適切な作業手順書を作成し、運用することで、企業全体の生産性を高めることができます。
現在ではタブレット、スマートホンを使用したが増えてきています。動画、写真等で情報が共有化されて便利になり、標準作業書の作成が簡単に作成できるようになりましたが忘れてならないのがベストな標準作業書は日々、改善して更新しなければならない事です。
一年前の標準作業書をそのまま、使用している事は一年間、何も改善していないという事で現在の技術、外部環境が月進月歩、変化している社会では生き残れません。
*************************************
関連記事:
AI chatGPTでわかりやすい業務マニュアルを作成する!【図解】
業務 マニュアル テンプレートの作成、活用法、事例

関連キーワード:
SOP(Standard Operating Procedure) 業務マニュアル 作業要領書
作業指示票 標準作業手順書
ものづくりドットコムへの記事掲載
『作業標準書について』を2016年11月22日 ものづくりドットコムに記事を掲載しました。

作業標準書 資料 無料ダウンロード
資料が無料でダウンロードできます、自己学習、講座開催時にお役に立ててください。
グーグルスライド版 作業手順書、作業標準書の作成、使い方
スライドシェア 作業標準書 資料 無料ダウンロード
パワーポイントで作成した作業標準書の作り方、使い方 資料のPDF版が無料でダウンロードできます、ご活用願います。
コメント