




















- 稼働率 utilization rate 【イラスト図解】
稼働率 utilization rate 【イラスト図解】
英語:utilization rate 中国語:利用率
稼働率とは
「人又は機械における就業時間若しくは利用可能時間に対する有効稼働時間との比率.」(Z 8141)
これを一般的な稼働率というが,能率管理では実績工数から作業者の責任でないロスエ数を除いたものと,実績工数との比をいう、百分率で表すことが多い。
関連用語:稼働時間
引用先:クォリティーマネジメント用語辞典 日本規格協会
生産指標の1つ。
JIT生産方式では「作業=動き+働き」の中で、動き=ムダ、働き=付加価値と定義されるように、「動」「働」の文字は同音対義語として使い分け、後者が改革のキーワードとなっている。
よって「カドウ」と表記する場合も、「稼動」「稼働」の2とおりの解釈があり、「稼動率」と「稼働率」も異なった意味をもつ。これらは通常、生産にかかる所要時間を単位として求められる。
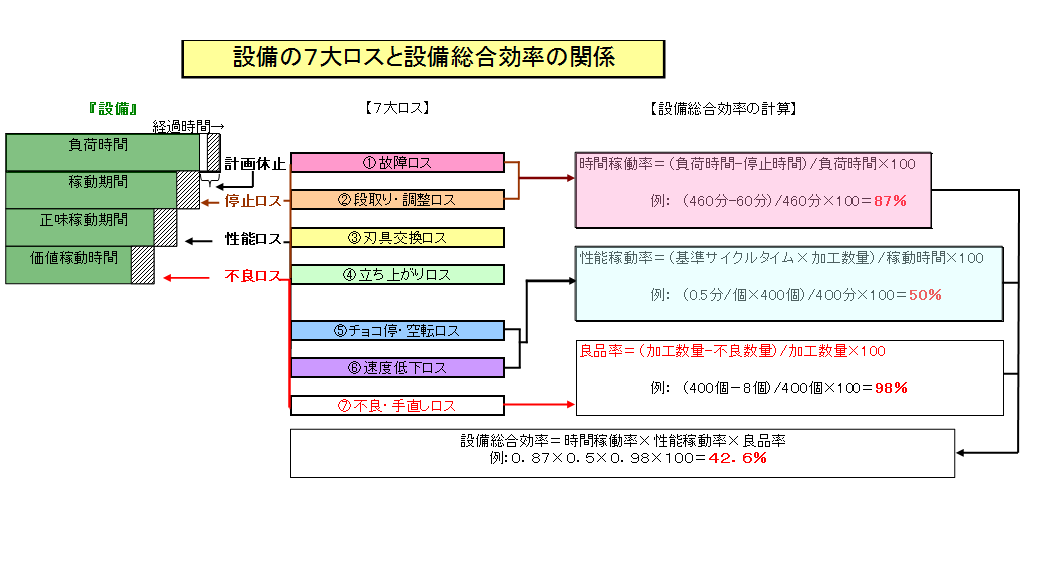
関連記事:設備ロスの構造
関連用語:ワークサンプリング
稼働率の計算
稼動率は次の式で表す。
稼動率=稼動時間/操業時間×100%
しかし、稼動時間の内訳は、稼働時間およびムダな時間を含むため、稼動率を基準に”能率向上”を施策すると、単に動かす時間だけを増やす残業による労働強化や、機械設備の”自動化”など、”見かけ”は生産性が上がるが顧客不在の物造りとなり、かえってムダを増幅させ、コスト高も招きかねない。
一方、稼働率では作業内における付加価値比率で求める。すなわち正味加工度、”働き”度といい換えられる。算式は以下のとおりである。
稼働率=稼働時間/稼動時間×100%
※稼働時間=サイクルタイム×顧客要求数
つまり真の稼働率とは顧客要求高=産出高を絶対条件とし、かつ生産性アップを実現するには、まずムダゼロに基づく”ムダ取り”が先決であり、稼動時間=稼働時間+ムダゼロとなる、稼働率100%により近づけていくことを理想とする。
具体的な事例として1か月に100個の製品を作ることができる工場で、実際に作った製品の数が1か月に120台であった場合、この工場の稼働率は120%。また、一日の作業時間が8時間で、そのうち有効稼働時間が6時間の場合、稼働率は6時間/8時間で75%になります。
稼働率の低下の要因、改善対策
稼働率を低下させる代表的な要因は以下のとおり。
臨時休業による稼働率の低下
需給バランスが崩れている場合など、経営判断として工場や設備の稼動を意図的に止めることがあります。
これによって稼働率が下がります。(一方、可動率は影響を受けません。)需要にあった生産能力調整、数週間~数か月レンジでの生産計画の最適化などで対応するものになります。
故障等による稼働率の低下
設備の故障などで使えない時間です。設備のメンテナンスや点検などで防止していきます。
また、こういったトラブルでは、部品の経年劣化や締め付け固定部のゆるみなどが原因となって、設備が止まってしまう前から異音や振動、サイクルタイムの悪下、歩留りの低下などの形で徐々に兆候が表れるケースもあります。設備異常の兆候を検知し、発生の前に現場へ通知する予兆保全の事例がありますが、これはAIや機械学習の技術によりこのような兆候を検出することで実現しています。

小停止よる稼働率の低下
ワークのズレや充填材料切れなどでの小停止、また、設備の自動運転による加工が完了しワーク取り出しなど人の介在が必要になって待っている時間です。数分から十数分程度など短時間で、日に何度も発生することから、チョコ停とも呼ばれます。
しかし、程度が軽く頻発することから、正確に記録・データ化されず、実態が計測・定量化されていないため、改善の対象としにくいものとなっています。作業方法の改善で発生を抑止したり、発生した場合にすぐに気づいて対応を開始できるようにするなど、現場の改善で短縮することが可能です。

段取替えによる稼働率の低下
専用ラインではなく、汎用設備・ラインで複数品目を作っている現場では、次の品目をつくるために設備の設定やワークの設置、治具や材料の調整などが必要です。また、始業時や昼休み明けなど、温度等の製造条件が整うまでに一定の時間を要する場合もあります。特に多品種少量生産で、生産計画が適正化されていない場合には、この時間が多くなる傾向があります。数日から数週間のレンジでの生産計画として納期や稼動時間、段取り回数をバランスさせていきます。
稼働率と可動率の違い
可動率は 英語ではoperational availability、設備を運転したいときに正常に動く状
態の割合の事。
設備とその保全によってもたらされる信頼性に相当し、 次の式で表される。
可動率= 動作可能時間÷動作可能時間十動作不能時間
常に100%にしていくことが理想とされる。
例えば、ある日に7時間の稼動をさせようとしていた設備があって、そのうち、故障で1時間使えなかったとしたら、6÷7で約85%の可動率です。稼働率とは違い、需要・オーダーに依存せず、また、100%を超えることがありません。
稼働率は製品の生産効率を表しており、生産計画での生産量または時間に対する、実際の生産量または時間の比率を意味します。
稼働率は、現場のオペレーションも大事ですが、まずは需要・オーダーが十分にあることが前提になります。需要・オーダーが多いと100%を超える場合もあります。
一方、可動率は設備の運転効率を表すもので、正常時の生産時間に対する、実際の生産時間の比率を意味し、100%を超えることがありません。
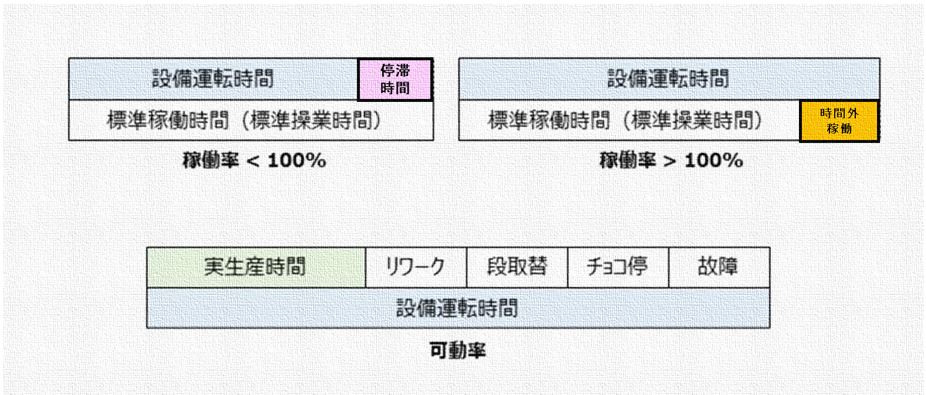
稼働率&可動率の違い