




















AQL抜取検査表に基づく抜取検査 JIS Z 9015-1の使い方
「JISZ9015-1 ロットごとの検査に対するAQL指標型抜取検査方式」についての解説です。
この規格 JISZ9015-1は, MIL-STD-105 (アメリカ軍用規格)として制定されたものを母体として, 1974年にISO 2859 として制定され,その後改訂され改善が加えられている。
これに対応するJIS Z 9015が1971年に制定された. 1999年には改正されて, JIS Z 9015-1としてISO 2859-1に一致した規格になっている。
規格の正式名称は調整型という用語は用いず,JIS Z 9015-1(計数値検査に対する抜取検査手順一第1部:ロットごとの検査に対するAQL指標型抜取検査方式)である。
AQL指標型抜取検査 JIS Z 9015-1の狙い
この抜取検査は,継続してロットの検査を行うときに,できるだけ良い品物を購入したい,しかも購入に際しての手数を省力化したいというのがねらいであり,検査には,品質の良い品物が提出されるように,品質向上の刺激を与えるのが特徴である。
(a)購入者が検査のきびしさを調整する
この抜取検査表では,品質の良い品物の供給者に対しては,ゆるい検査を適用して励みを与え,品質の悪い品物の供給者に対しては,きつい検査を適用して警告を与えるとともに,悪い品質のロットは極力合格させないようにしている。
(b)購入者が納入者を選択する
検査のきびしさの調整を実施することにより,各納入者の品質水準をつかむことができ,良い品質の品物を供給している納入者と,悪い品質の品物を供給している納入者との格付けが行える。この格付けに基づいて発注すれば,各納入者間で品質の競争が行われて品質向上が期待できる。
AQL指標型抜取検査 JIS Z 9015-1の特徴
(a)長い目で品質を保証する
購入者は,この抜取検査表を長い期間使用するとAQL (Acceptance Quality Limit : 合格品質水準)として指定してある不良率または100個当たり欠点数の品質が保証される。
もちろん,個々の口ットに対してはOC曲線に対応する保証であるが,この抜取検査表は,長い目でみた平均品質の保証のほうに重点がおかれている。
(b)3種類の抜取形式がある
この抜取検査表には,1回抜取形式,2回抜取形式,多回抜取形式の3種類の抜取形式が用意されている。
(c)ロットの大きさとサンプルの大きさの関係が一義的に定まっている
この抜取検査表では,ロットの大きさと検査水準から,サンプルの大きさが定まるようになっている、検査水準は,“通常の検査”に対して検査水準I,検査水準II,検査水準IIIの3種類あり,“小サンプル検査”に対してS-l, S-2,S-3, S-4の4種類の特別な検査水準がある。
(d)不良率でも欠点数にも使えるようになっている
この抜取検査表は不良率(%)にも,100単位当たり欠点数にも使えるようになっている、ただし, AQLの値が10.0を超えるときは, 100単位当たりの欠点数だけにしか用いない。
(e)生産者危険(α)は一定していない
この抜取検査表では, AQLのロット合格となる割合(1-α)を,ロットの大きさによって変えてある.たとえば,1回抜取なみ検査では, AQLのロットが合格する割合を,だいたい0.874~0.994の範囲としている。
これは,ロットの大きさが大きくなるほど,サンプルの大きさを大きくして,良いロットと悪いロットの判別能力をあげている為である。
適用範囲
この抜取検査表は,ロットの品質が不良率(%)または100単位当たりの欠点数で表される計数抜取検査の場合に適用される、 特に,この抜取検査表は多数の納入者から連続的かつ多量に購入する場合に適用すると有利である。
AQL指標型抜取検査のポイント
AQLは、Acceptance quality limit、「合格品質限界」の略称の事です。
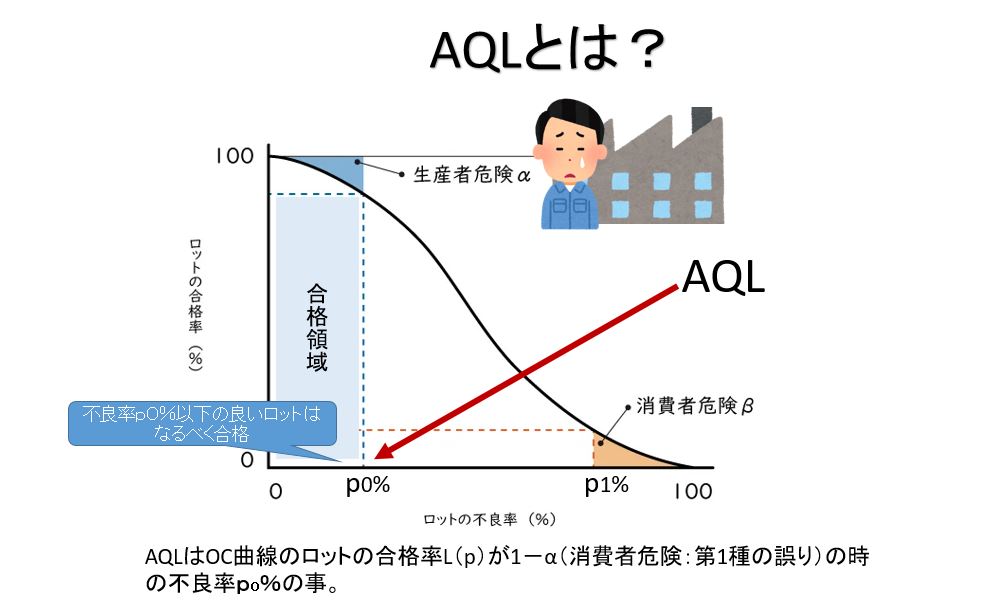
AQLはOC曲線のロットの合格率L(p)が1-α(消費者危険:第1種の誤り)の時の不良率p0%の事です。
JISZ9015-1では、AQLは、『継続して連続ロットが抜取検査に提出されるときに、許容される工程平均の上限の品質水準』として、定義しています。
製品の品質が、AQLと同じかそれ以上の良い工程からサンプルされたロットの場合であれば、その製品は、多くの場合、合格するということになります。JISZ9015-1では、このAQLをあらかじめ設定して、検査の抜取頻度を決定するため、あらかじめどのようなAQL(%)に設定するかを定めておく必要があります。
AQLの設定でのポイントは、以下の通りです。
①AQLの設定においては、AQLが生産のときに要求される品質の指標を与える。
②生産者はAQLより良いロットを生産することを要求される。
③AQLは、生産者の立場で妥当に到達できるものであり、消費者の立場からも妥当な品質でなければならない。
④問題の製品がどのように使用されるか、不具合の結果を考慮する必要がある。
例えば、組み立て作業の中で組み込まれる部品に不具合があり、組み立て中に不良として検知できる構造である場合AQLをゆるく設定。
不具合が高価で重要な装置の部品で取替えができないようなもので機能障害を起こすようなものはAQLをきびしく設定するなど、AQLの厳しさを要求する品質と許容できる品質の範囲でうまく変化させることが大切です。
不良品はもちろん、少ないほうがよいという認識のもとで、生産者側、消費者側の立場で、このAQLを使用しなければなりません。
AQL 合格品質限界
関連用語:合格品質水準
AQL指標型抜取検査の手順(通常の検査)
AQL指標型抜取検査の通常の検査手順は下記のとおり
手順1 品質判定基準を決める
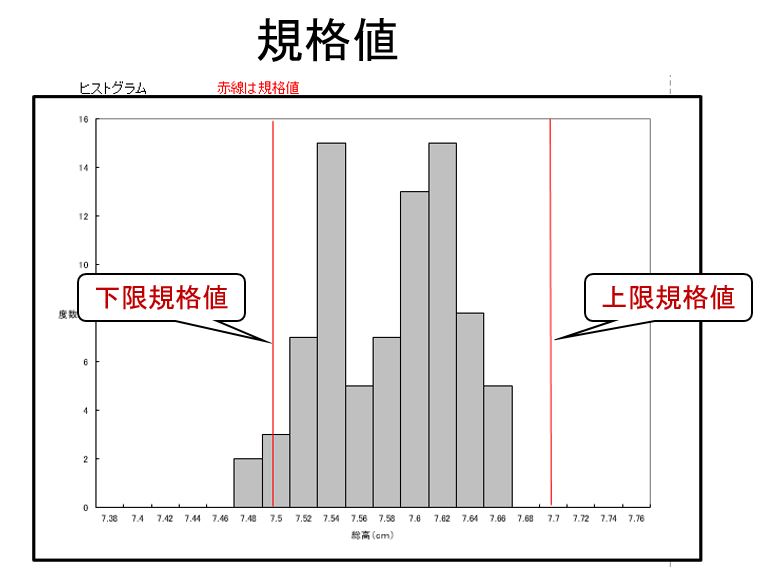
検査単位及び良品・不良品に区別するための基準、欠点として取り上げる基準を定める。
品質判定基準には,規格値,限度見本などがある。
手順2 AQL (合格品質水準)を決める
AQLは,抜取検査表に示す0.100~1000までの26段階のAQLの中から,適当なAQLを選定する。ただし,不良率のAQLは,0.010~10.0までの16段階のAQLの中から選定する。
また,検査する項目が二つ以上ある場合には検査する項目ごとに別々にAQLを与えてもよいし,重欠点・軽欠点などの欠点グループごとにAQLを与えてもよい。

下記は一回抜き取り方式の場合の抜取検査表ファイル表です。
手順3 検査水準を決める
検査水準は、ロットサイズと抜取のサンプルサイズ(サンプリング数)の関係を決定するために必要な水準であり、抜取検査を行う上であらかじめ設定しておきます。
JISZ9015の抜き取り検査水準は、3種類の通常検査水準(Ⅰ、Ⅱ、Ⅲ)と4種類の特別検査水準(S-1、S-2、S-3、S-4)で構成されています。
・通常検査水準 (Ⅰ、Ⅱ、Ⅲ)
・特別検査水準 (S-1、S-2、S-3、S-4)
通常検査水準は、最も使用される水準であり、他の水準が規定された場合意外は、通常検査水準Ⅱを使用します。(JISZ9015-0で記載)。
通常検査水準では、I<Ⅱ<Ⅲの順番でサンプリングサイズが多くなるように設計おり、特別検査水準は、サンプリングサイズを小さくしておかなければならないような状況を想定して、設計されています。
ロットサイズと検査水準を選択することで、下記表JSZ9015-1サンプル(サイズ)文字の指定された一覧表からサンプル文字(英字)を確認します。
事例としてロットサイズが、100で通常検査水準Ⅲの場合には、『G』を選択することになります。

付表3 JISZ9015-1 サンプル(サイズ)文字
手順4 1回抜取形式,2回抜取形式,多回抜取形式のいずれかを決める
ロットの大きさ,検査水準, AQLが同じであれば,いずれの抜き取り形式を採用しても,そのロットの合格する確率は同じである。
1回抜取形式は,ロットから指定された大きさのサンプルを1回抜き取ってその試験の結果でそのロットの合格・不合格を判定するものである。
2回抜取形式は,第1回目として指定された大きさのサンプルを抜き取りその試験の結果からそのロットの合格・不合格あるいは検査続行のいずれかの判定を下す、もし,検査続行という判定が下されたときは,第2回目として指定された大きさのサンプルを抜き取り,その試験結果と第1回目の試験結果の累計の成績によって,合格・不合格の判定を下すことになる。
多回抜取形式は,毎回定められた大きさのサンプルを試験し,各回までの累計の成績をロットの判定基準と比較して,合格・不合格あるいは検査続行のいずれかを判定し,一定回数までに合格・不合格の判定を下す検査である。
手順5 検査のきびしさを決める
なみ検査,きつい検査,ゆるい検査のうち,どれを適用するかを決める、最初の検査は,原則として,なみ検査から始める。
①なみ検査(Normal inspection)
ロットの工程平均がAQLより良い場合に生産者に高い合格の確率を保証するようにした抜取検査方式を使用する検査
※「工程平均」とは、工程が統計的な管理状態にあるときの不良率と解釈できます。
②きつい検査(Tightened inspection)
対応するなみ検査よりもきびしい合否判定基準をもつ抜取検査方式を使用する検査
③ゆるい検査(Reduced inspection)
対応するなみ検査よりは小さいサンプルサイズをもつ抜取検査方式を使用する検査
特にゆるい検査という用語は英語で、Reduced inspectionと表記され、本来は、「減らした検査」という意味であることがJIS規格で参考説明されています。
手順6 ロットを形成する
ロットは,できるだけ同じ条件で製造された同じ製品でまとめるのがよい、購入検査においては,製造の条件が明確にわからないので同じ製品の購入ロット,契約ロットをロットとする場合が多い。
抜取検査は生産したものから、一部を抜き取る検査方式なのでどこからぬきとるか、つまり抜取検査を行う上で必要となる生産全体の数(母数)、いわゆるロット数(ロットサイズ)をどのように定義するかが重要です。
ロットのサイズをどのように定義するかによって、検査の抜き取り数も変化しますので、ロットのサイズをどのような数にするかあらかじめ決めておく必要があります。
例えば、1日で生産したものを1ロットとする、日勤と夜勤があり、それぞれの1シフトで生産したもの1ロットとすると決める事が必要です。
ロットサイズを設定する上でのポイントは下記にとおりです。
①ロットサイズの決定は生産工程の知識が必要。
②ロットサイズの上限および下限を決める。
③ロットは同一の条件で生産された製品にする。
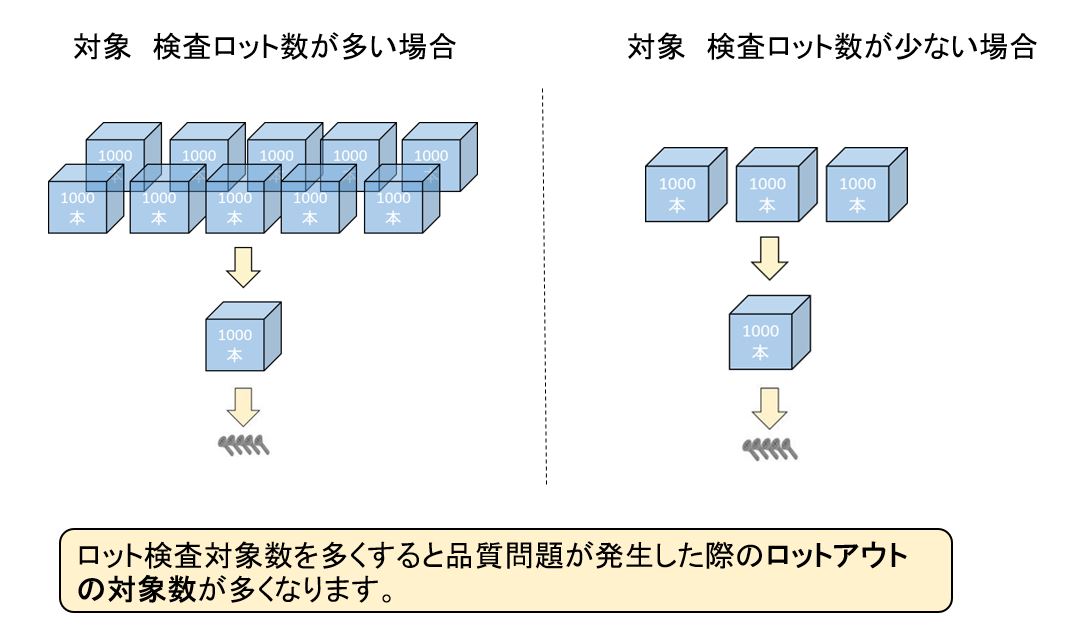
生産品は、ロット毎に検査されますので、ロット間での検査の合否の情報は連続的な生産の中では重要な工程の傾向的変化を示す大切な情報として活用することが求められます。そのため、ロット毎の検査では、抜取後、製造の順番と同じで、先入れ先出し(FIFO)ですぐに検査をして、現場にフィードバックすることが求められます。また、ひとつのロットをあまりに大きい単位にしてしまうと、品質問題が発生した際のロットアウトの対象数が多くなります。
手順7 抜取検査表から抜取数と合格判定数を決定
AQL、検査水準(検査水準Ⅰ、Ⅱ、Ⅲ)、抜き取り形式(1回、2回、多回)、検査の厳しさ(なみ検査、キツイ検査、緩い検査)が決まったら
選択されたサンプル文字とAQL(合格品質限界)をもとに、抜取検査表から抜取数と合格判定数を決定します。検査の厳しさにより、下記の3つの表を使い分けていきます。
・JIS Z 9015-1 なみ検査の1回抜取方式(主抜取表)
・JIS Z 9015-1 きつい検査の1回抜取方式(主抜取表)
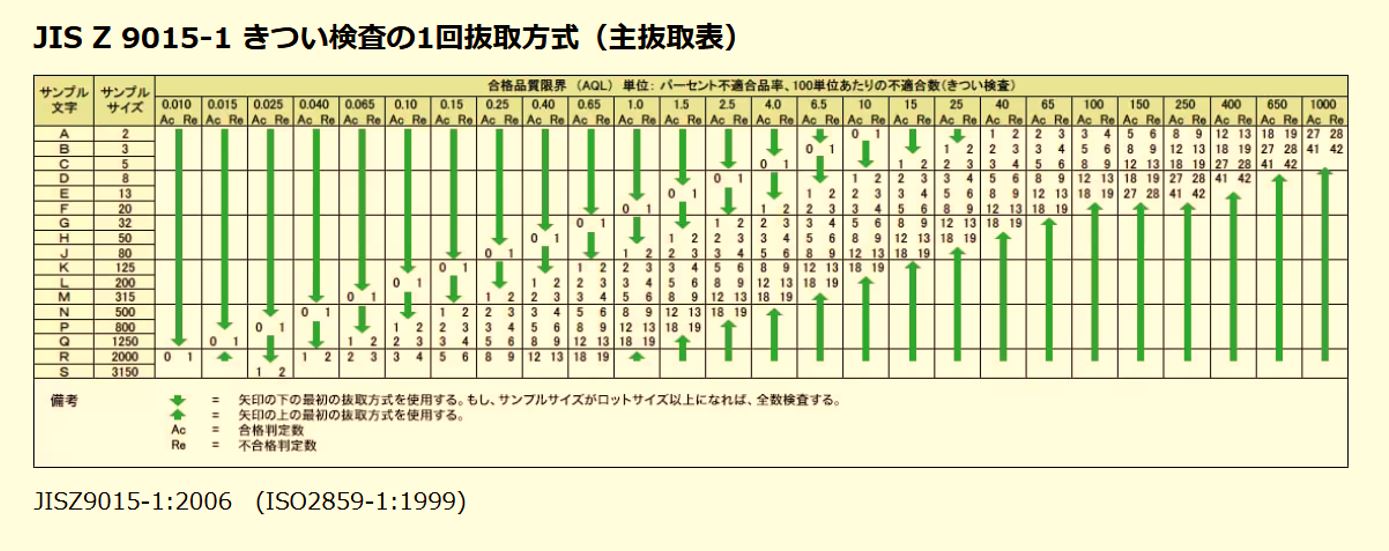
・JIS Z 9015-1 ゆるい検査の1回抜取方式(主抜取表)
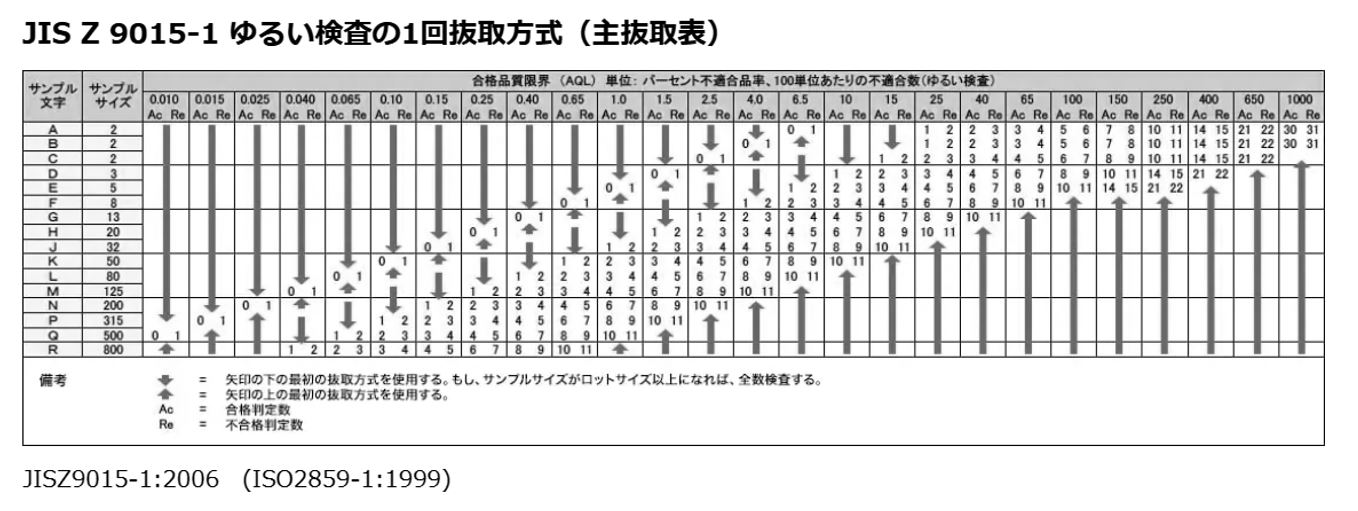
例えば、なみ検査の1回抜取方式(主抜取表)を選択して、サンプル文字Gで、AQL=0.25%を選択した場合、下の表の↓の下の抜き取り方式を採用します。
下の表の↓によってサンプルサイズが変わります。
この場合はn=50 Ac=0 Rc=1です。
よってサンプルサイズ50個を抜取り、判定は、Ac(合格判定数)=0、Re(不合格判定数)=1ということがわかりますので、抜き取った50個の中で、不良が1つでもあったときには、不合格ということになります。
不良が0で全て50個良品であれば、抜取検査合格です。
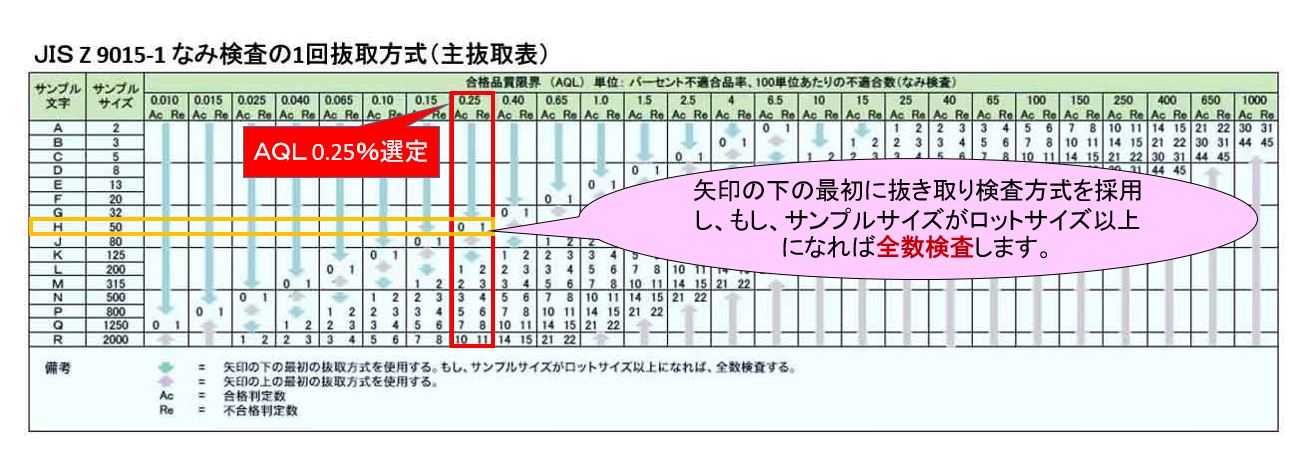
*注意:下図の矢印の下の最初に抜き取り検査方式を採用し、もし、サンプルサイズがロットサイズ以上になれば全数検査します。
*JIS Z 9015-1については下記のサイトが参考になります。
参考サイト:JIS Z 9015-1 ロットごとの検査に対するAQL指標型抜取検査方式
手順8 サンプルを抜き取る
ロットからランダムにサンプリングする、この場合,単純ランダムサンプリング,あるいは層別サンプリングを用いて抜き取る。2段サンプリングは,1次サンプリング単位間のばらつきが無視できない場合には用いない。
手順9 サンプルを試験する
決められた試験方法によってサンプルを試験し,不良品の数または欠点の数を数える。

手順10 合格・不合格の判定を下す
サンプル中の不良個数または欠点数が合格判定個数以下であれば,ロットを合格とし,不合格判定個数以上であればロットを不合格とする。
JIS Z 9015-1では,合格判定個数(Ac)と不合格判定個数(Re)が設定されており,2回抜取形式・多回抜取形式においては不合格判定個数は必ずしも合格判定個数+1とはならない。

手順11 ロットを処置する
合格となったロットは,検査中に発見された不良品または欠点をもった検査単位を修理するか,良品と取り替えるかして取り除いた後,受け入れる。
不合格となったロットは,そのまま納入者に返却する。再検査はそのロットを全数点検し,不良品・欠点を取り除くか,修理したうえでなければ実施してはならない。
手順12 検査結果を記録する
検査のきびしさの調整に必要な検査結果を記録する。
AQL指標型抜取検査の事例(通常の検査)
AQL 1.5%,ロットの大きさ500,検査水準II,なみ検査,1回抜取形式における抜取検査方式はどうなるか?
解説:
抜取検査表を用いて検査水準II,ロットの大きさ500からサンプル文字を求めると,Hとなる。
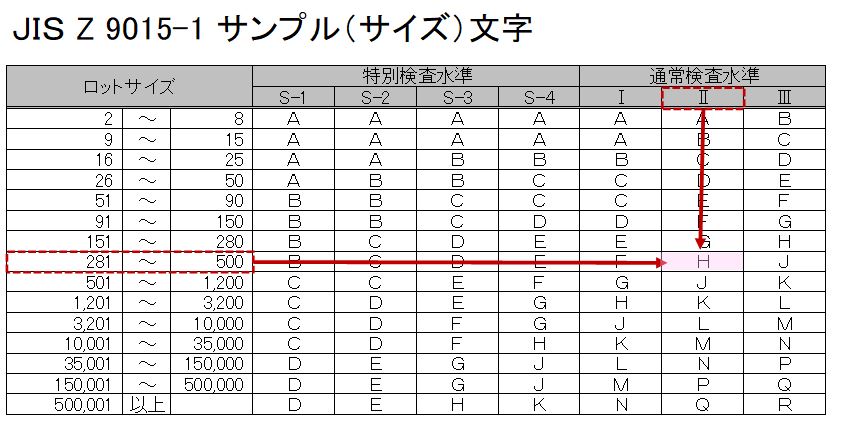
付表3 JISZ9015-1 サンプル(サイズ)文字
主抜取表 付表4より,サンプルの大きさ,合格判定個数,不合格判定個数を求めると,サンプルの大きさn=50,合格判定個数Ae=2,不合格判定個数Re=3となる。

JIS Z 9015-1 抜取検査の厳しさ調整
最終的に生産者と消費者の立場、製品の品質状況を加味して、検査の厳しさは変化させます。
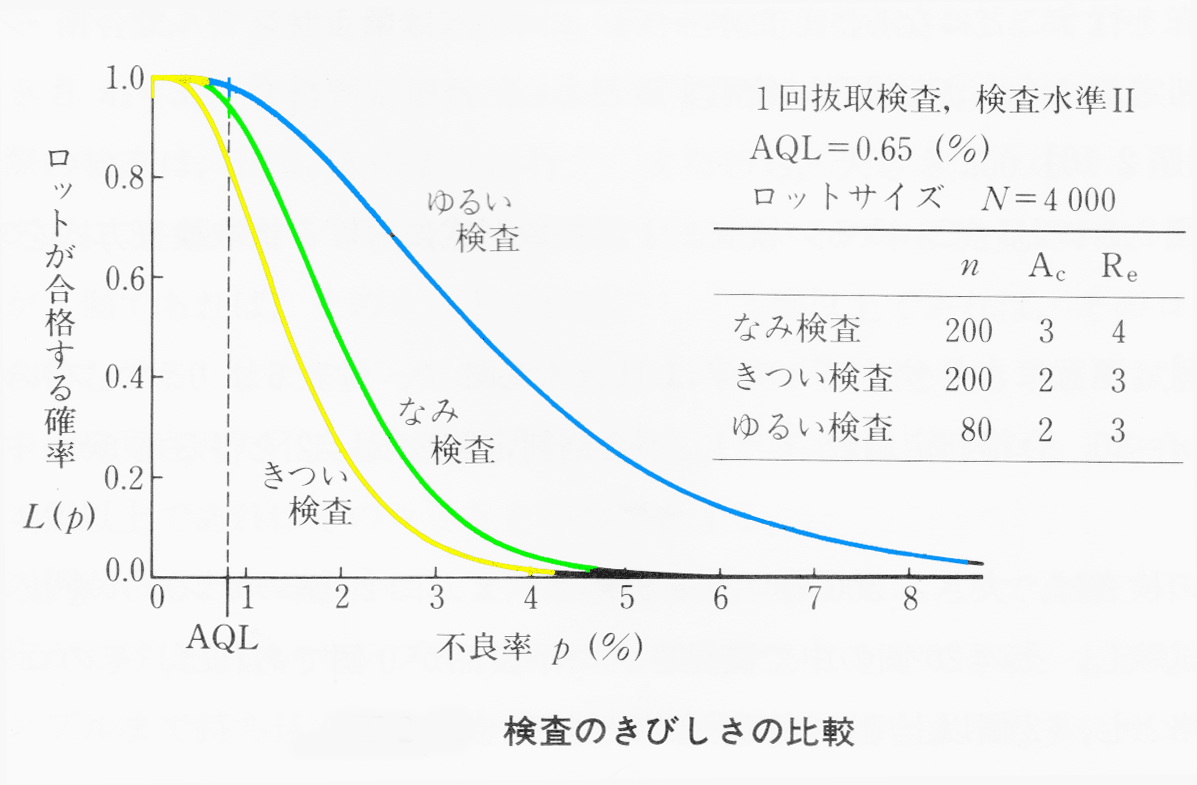
抜取検査のきびしさは,なみ検査,きつい検査,ゆるい検査の3種類がある。
同じロットサイズ,同じAQLのもとで,これらの検査の合格・不合格の判定の特性の違いを下図のOC曲線で示す。
基本になっているなみ検査に対して,きつい検査は常に合格の確率が小さくなっている、つまり,確実に良い品質のものでないと合格しにくくなっている。
一方、ゆるい検査はなみ検査に比べて合格しやすくなっている。
抜取検査方式は,次の方針で設計されている。
① きつい検査は,サンプルサイズを増やさない。品質が悪いものに対して,検査の工数を増やすのは適当でないからである。
② ゆるい検査では,サンプルサイズを小さくする。これにより,検査の工数は削減される、良い品質のものが継続して提出されることによるメリットが実感されるように設計されている。
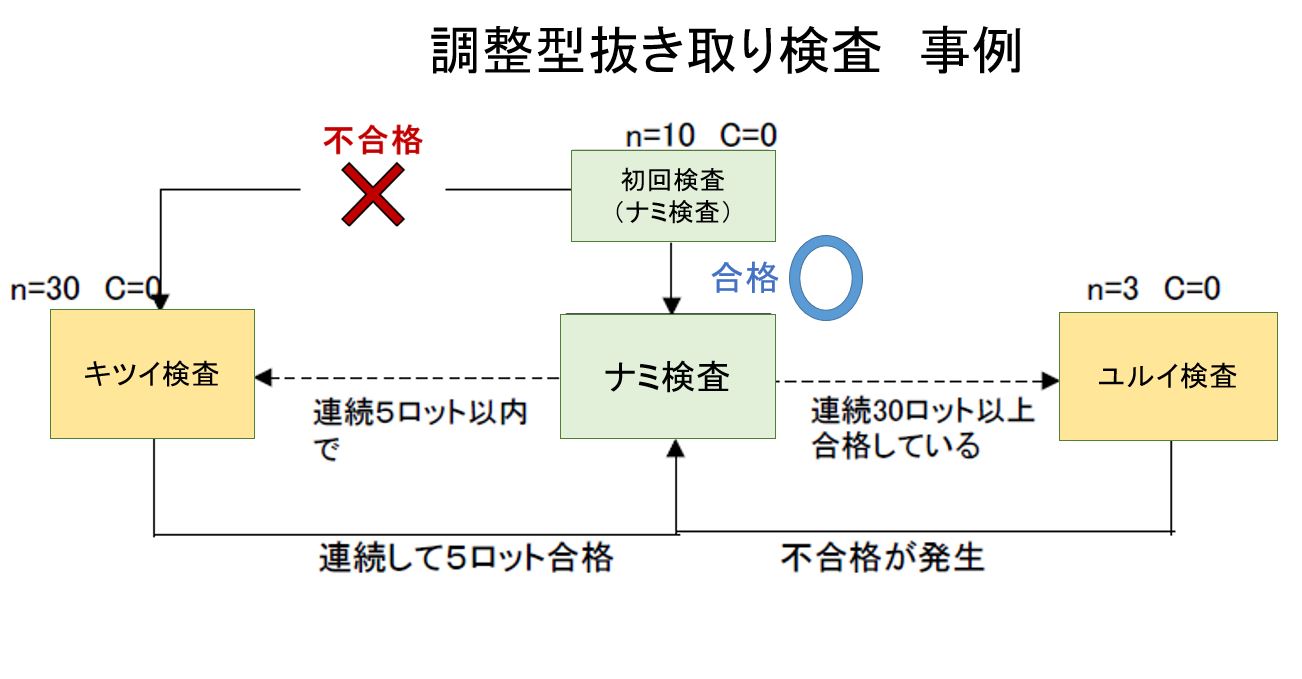
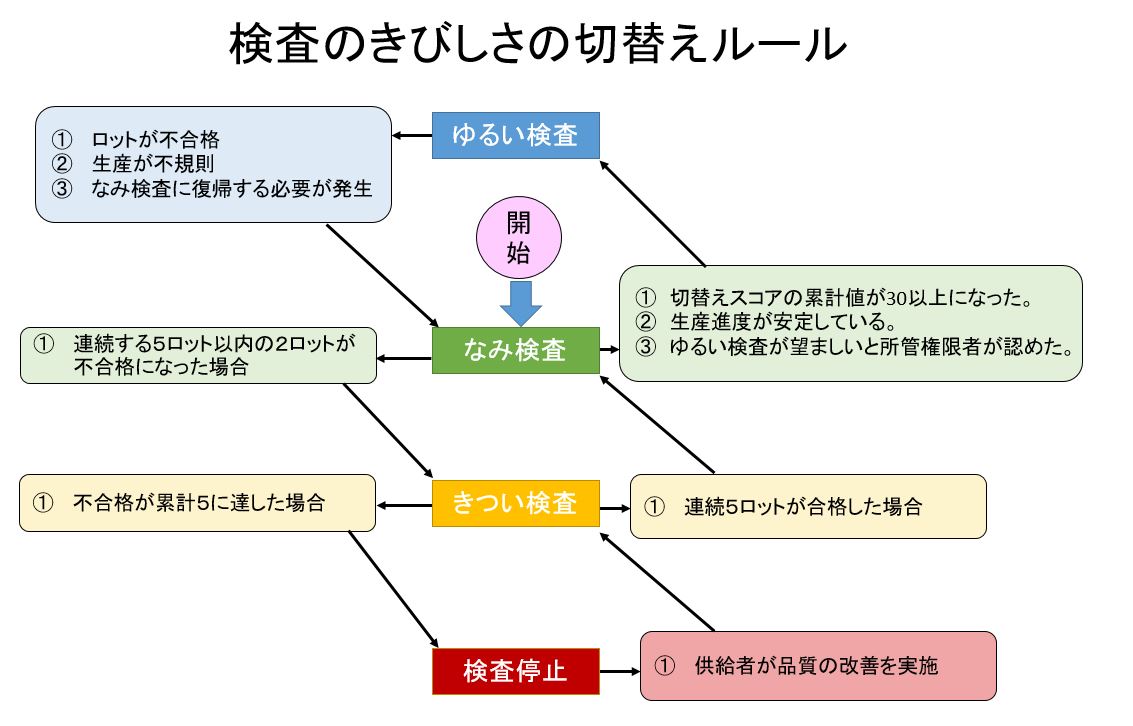
抜取検査の厳しさ調整
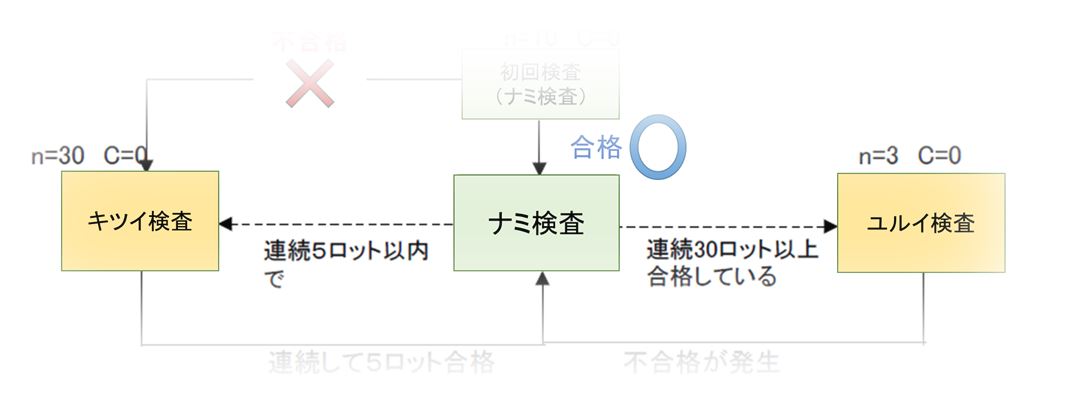
最初の検査
なみ,きつい,ゆるいの3種類の検査のきびしさの切替えの概略を下図に示す。最初の検査は,なみ検査からスタートするのが原則である。ただし,次のような場合で,なみ検査では適切でないと,検査に関する権限者(所管権限者)が判断した場合には,きつい検査でスタートしてもよい。
①過去の納入実績あるいは類似製品の納入実績から判断して,納入者の提出する品物が, AQLより明らかに悪いと判断されるとき。
②生産開始に先立つ,調査の結果,良品質の品物が期待できないと判断されたとき。
③市場情報などから提出されるロットはAQLよりも悪いことが予想されるとき。
検査切替手順
ロットが継続して提出される場合,その検査実績をもとに検査のきびしさの切替えを行う、この切替えの概略を下図である。
i)なみ検査からきつい検査へ なみ検査が実施されているとき,連続する5ロット以内の2ロットが不合格になった場合には,きつい検査に移行する。
(ii)きつい検査からなみ検査へ きつい検査が実施されてから,連続5口ットが合格になった場合には,なみ検査へ戻る。
(iii)なみ検査からゆるい検査へ ゆるい検査は悪い品質のロットの検出力が弱いのでゆるい検査の適用は慎重に行う。 なみ検査を実施しているときに,“切替えスコア”を記録する。
検査で合格することによりスコアが与えられ,そのスコアを貯めていく。そして,次の条件がすべて満たされたときに,ゆるい検査が適用される。
① 切替えスコアの累計値が30以上になった。
② 生産進度が安定している。
③ ゆるい検査が望ましいと所管権限者が認めた。
切替えスコアのルール(1回抜取方式を適用している場合)
1)合格判定個数が2以上のとき
もし, AQLが厳しかったロットは合格と判定されたならば,スコアに“3”を加える。もし,厳しくして不合格であったならば,スコアはこれまでの分も含めて0にクリアする。
2)合格判定個数が0または1のとき
ロットが合格なら切替えスコアに“2”を加える.不合格なら,スコアを0にクリアする。
*検査を緩くしても良いと判断するためには合格が続かなければいけないということを示しています。このようなスコアによるチェックは、その煩雑性から実務では検査の移行ルールを適用している企業は少ない。
(iV)ゆるい検査からなみ検査へ ゆるい検査が実施されているとき,次の条件のうち,どれかが起こった場合は,なみ検査に戻す。
① 1ロットでも不合格になった。
② 生産が不規則になったり,停滞した。
③ これ以外の状況から,なみ検査に復帰する必要が生じた。
(V)きつい検査から検査停止へ きつい検査へ移行しても,品質の改善がなく,なみ検査へ戻れない状態が続いている場合,きつい検査になってからの不合格が累計5に達した場合には,品質改善の是正処置がとられるまで,(少なくとも)抜取検査による検査は停止する。
その他の注意事項
(a)不良品の処置 この規格では,検査の途中で不良品とわかった検査単位は,それがサンプルの一部であってもなくても,また,ロットが合格になってもならなくても,取り除く権利を保留すると規定してある。
(b)再提出ロット 不合格となったロットは全数再点検または再試験を行い,不良品を全部取り除くか,または欠点を全部修理したうえで,卜再検査のために再提出される。また,再提出ロットの検査は,きつい検査,なみ検査のいずれかを用いるかを所管権限者は決めることとしている。
計数規準型抜取検査 JIS Z 9002の使い方
計数規準型抜取検査は,売り手に対する保護と買い手に対する保護の二つを規定して,売り手の要求と買い手の要求との両方を満足するように組み立てられた抜取検査である。
売り手に対する保護とは,不良率p0%のような品質の良いロットが,抜取検査で不合格となる確率α(生産者危険)を一定の小さな値に決めていることであり,買い手に対する保護とは,不良率p1%のような品質の悪いロットが合格となる確率β(消費者危険)を一定の小さい値に決めていることである。
一般には,α= 0.05,β=0.10と決めている。
このことは,合格とさせたいロットの不良率p0%と,そのときに不合格となる割合αならびに不合格とさせたいロットの不良率p1とそのときに合格となる割合βを決めることであり,この2組の値が与えられているときは,次の連立方程式を解いて,サンプルの大きさnと合格判定個数Cを求めることである。
合格としたいロットの合格となる割合は
$$L(p0)=1-α=\sum_{x=0}^{c}{ n \choose x } p0x(1-p0)n-x$$不合格としたいロットの合格となる割合は
$$L(p1)=β=\sum_{x=0}^{c}{ n \choose x } p1x(1-p1)n-x$$
実際に抜取方式(n, c)を設計する場合には,既に上式からサンプルの大きさnと合格判定個数Cが計算されてJIS Z 9002 (計数規準型一回抜取検査) で表になっているのでそれを用いればよい。
以後は, JIS Z 9002の使い方について解説する。
JIS Z 9002の使い方
適用範囲
この規格(JIS Z 9002)は,生産者および消費者の要求する検査特性をもつように設計した抜取検査であって,ロットごとの合格・不合格を1回抜き取ったサンプル中の不良個数によって判定するものであり,断続的な工程からのロットあるいは大量の品物を一時に購入する場合にも用いられる。
記 号
p0:なるべく合格させたいロットの不良率の上限
p1:なるべく不合格としたいロットの不良率の下限
α:生産者危険(不良率p0のロットが不合格となる確率)
β:消費者危険(不良率p1のロットが合格となる確率)
n:サンプルの大きさ
c:合格判定個数
検査の手順
この抜取検査は,次の手順によって行う
手順1 品質判定基準を決める
手順2 p0,p1の値を指定する
手順3 ロットを形成する
手順4 サンプルの大きさと合格判定個数を求める
手順5 サンプルを抜き取る
手順6 サンプルを試験・測定などで調べる
手順7 合格・不合格の判定を下す
手順8 ロットを処置する
抜取検査方式(n, c)の決め方
サンプルの大きさ,nと合格判定個数cの求め方は,次のとおりとする。
手順1 計数規準型一回抜取検査表の中で指定されたp0を含む行と,指定されたp1を含む列の交わる表からn、cを求める。

手順2 表中の左側の数値(細字)をサンプルの大きさnとし,右側の数値(太字)を合格判定個数cとする。
数値が記入されていなければ,次のとおりとする。
① 欄に矢印のある場合には,矢印をたどって順に進み,到達した数値の記入してある欄からn,cを求める。
② 欄に*印がある場合は,抜取検査設計補助表によりn, cを計算して求める。
③ 空欄の場合には,抜取検査方式が存在しない.その理由はp0>p1となっているからである。
手順3 このようにして求めたn,cがロットの大きさを超える場合は全数検査を行う。
手順4 求めたn,cについてOC曲線を調べ,また,検査費用などを検討した結果,必要があればpo,p1の値を修正してn,cを再度、求める。
JIS Z 9002 実施上の注意
p0, p1の値の決め方
p0, p1の値は,生産能力,経済事情,品質に対する必要な要求または検査にかかる費用・労力・時間など,各取引きの実情を考えて決めること。
po<p1の場合には抜取検査を適用できるがp1とpoとの比を小さくするとサンプルの大きさが増加する、一般にpoとp1の比を4~10くらいに決めることが抜取検査方式を設定するうえで好ましい。
ロットの形成
p0, p1が与えられると,ロットの大きさに関係なくサンプルの大きさと合格判定個数が決まるので,ロット形成にあたっては,次の諸事項を考慮すべきである。
①工程が明らかに安定状態にある場合には,なるべくロットの大きさを大きくしたほうが,全体からみて検査個数が少なくてすむ。
② 工程が安定状態にない場合には,ロットの大きさをなるべく小さくしたほうがよい。
③ 工程に関する情報が得られない場合には,最初にロットの大きさを小さくし,工程に関する情報が得られてから,ロットの大きさを再検討したほうがよい。
これらは,抜取検査による判定の誤りに対する損害を小さくするとともに検査の効率化を考慮していることである。
しかし,大切なことは,同一生産条件で生産されたロットを検査ロットとすることであり,この中でロットの大きさを小さくしたり,大きくしたりすることである。
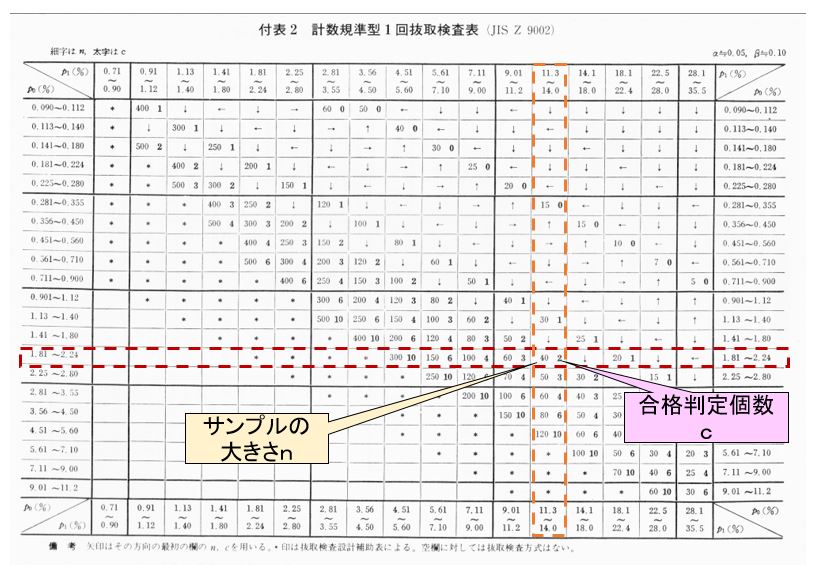
計数規準型抜取検査 JIS Z 9002の事例
po=2%, p1=12%の場合のn,cは?
計数規準型1回抜取検査表の中で,p0=2%を含む行[1.81~2.24(%)]とp1=12%を含む列[11.3~14.0(%)]との交わる欄を求める。
この欄中の左側の数値(細字)40がサンプルの大きさであり,右側の数値(太字)2が合格判定個数cである。
計数規準型抜取検査 JIS Z 9002の詳細は下記のサイトが参考になります。
参考サイト:JISZ9002:1956 計数規準型一回抜取検査(不良個数の場合)
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
生成AIで抜き取り検査 サンプル数、合格判定数を決める!
上記の内容はAIがなかった時代の抜き取り検査の方法であり、簡易的な抜き取り検査表を用いて現場での計算する手間を省いた方法であった。
しかし、現在は生成AI ChatGPT及びGemini等が急速に社会に浸透してきており、後、数年で抜き取り検査のサンプル数、合格判定個数を調べたい場合、AIに的確な条件のプロント文を指示せれば正しい回答が得られる時代が間もなく到来する。
その時の『AIで抜き取り検査の抜き取り方式を決めるやり方』については下記の記事を参照 願いします。

世界で使われている主な抜き取り検査方式と使用頻度(2025年)
現在、日本および世界で実際に使用されている「抜き取り検査方式」は、主に以下の 4つの国際標準方式 に集約され、それぞれの地域や業界によって使われる頻度が異なります。
| 抜き取り検査方式 | 規格名・発行元 | 特徴 | 使用地域・頻度 |
|---|---|---|---|
| ISO方式 | ISO 2859-1(一般検査)ISO 2859-2, 3 などもあり | 世界標準。AQLベース。c=0含む。 | 🌐世界中で標準的に使用(特にヨーロッパ・アジア)日本でも主流(JIS Z 9015-1と同等) |
| JIS方式 | JIS Z 9015-1(ISO 2859-1と整合) | 日本企業のデファクト。AQL方式、n,c方式。 | 🇯🇵 日本国内で最も使用されているISO対応の外注先にも使用される |
| ANSI/ASQ方式 | ANSI/ASQ Z1.4(旧MIL-STD-105E) | アメリカ標準。ISO 2859-1と類似だが若干表記が違う。 | 🇺🇸米国・中南米・軍需・医療業界で根強い支持 |
| c=0方式(Lot Tolerance Percent Defective) | MIL-STD-1916 や Zero Acceptance Number Sampling | 合格判定数c=0。より厳格な品質基準。 | 🚀航空宇宙、医療機器、自動車の一部で使用が増加中(特に安全部品や重要保安部品) |
使用頻度のイメージ(全世界)
| 方式 | 推定使用割合(概算) |
|---|---|
| ISO 2859-1 / JIS Z 9015-1 | 約60〜70%(世界+日本の大多数) |
| ANSI/ASQ Z1.4 | 約20%(アメリカ主導) |
| c=0方式 | 約10%(高信頼性・特殊用途) |
日本国内における傾向
| 業種・規模 | よく使われる方式 |
|---|---|
| 一般製造業(機械・樹脂・金属) | JIS Z 9015-1(通常のAQL抜き取り) |
| 自動車関連(Tier1〜Tier2) | ISO 2859-1(IATF 16949対応)+ c=0方式(安全部品) |
| 医療・電子部品 | c=0方式(ゼロ不良要求)や100%検査との併用 |
| 中小製造業 | JIS方式(旧JIS Z 9002の考え方も残る) |
c=0方式(合格判定数0)の採用例
| 業界 | 具体例 |
|---|---|
| 航空宇宙 | ボーイング、エアバスなど(MIL-STD-1916) |
| 自動車 | エアバッグ・ブレーキ部品など |
| 医療機器 | ペースメーカー、インプラントなど |
| 電子 | 高信頼性回路基板など |
補足:使用方式は契約・規格で決まる
- 多くの企業では「顧客要求仕様」「取引契約」に明示された検査方式が適用されます。
- そのため、「ISO 2859-1で抜き取り検査をせよ」「AQL 1.0で通常検査せよ」などが書かれている場合が多いです。
結論
| 地域/業界 | 主な使用規格 | 理由・背景 |
|---|---|---|
| 日本国内全般 | JIS Z 9015-1 | 実務に即した抜き取り表、JISベース |
| 国際取引 | ISO 2859-1 | グローバルで通用する共通基準 |
| アメリカ圏 | ANSI/ASQ Z1.4 | MIL規格の流れを継承 |
| 高信頼性分野 | c=0方式(Zero Acceptance) | 不良ゼロの要求、MIL-STD-1916など |
まとめ
検査の仕事は、モノをつくり出すわけではないですが、不備のない製品や部品を出荷するためにとても重要な役割を果たしています。
どんな工場でも必ず検査の工程があり、検査員がいます。仕事の種類も、一人で黙々と作業するものから、各工程で働く作業員とコミュニケーションを取りながら進めるものまで幅広くあります。
検査することにより、お客様に不良品を渡すことを防止できますが過剰な検査は品質コストが高くなり、製品価格が上昇します。
究極の検査は無検査です、モノを作る工程を改善して無検査にすることがモノ作りの理想です。
又、検査の要不要論をまとめた『検査って要るの?』をnoneに投稿しています、是非 見てください!!
関連キーワード:
受入検査 検査 検査の種類 合格品質水準 最終検査 全数検査
選別型抜取検査 調整型抜取検査 逐次抜取検査 抜取検査 無試験検査 ゆるい検査
おすすめ 抜取検査 参考文献







{kind=link}
コメント
例として上がっているところが間違っています。
「なみ検査の1回抜取方式(主抜取表)を選択して、サンプル文字Gで、AQL=0.25%を選択した場合、下の表の↓の下の抜き取り方式を採用します。
この場合はn=32 Ac=0 Rc=1です。」
とありますが、矢印に従いサンプルサイズも変わりますので、n=50の間違いですね。
表の注記に「矢印の下の最初の抜き取り方式を使用する。」とあり、「抜き取り方式」とは「サンプルサイズ」「Ac」「Re」が該当します。
Take様
連絡ありがとうございます。ご指摘どうりです。即時 修正しました。
抜取検査における「矢印」の解釈について確認させていただきたくご連絡いたしました。
私の理解としては、矢印の意味は 判定基準(Ac/Re)の選択に関わる ものであり、サンプルサイズ(抜取数)自体は変わらないものと考えておりました。
ところが一部の資料を確認すると、矢印の指示に従って サンプルサイズそのものが変化する ような解釈がされているように見受けられます。
そこで質問です。
矢印は 判定基準のみを変更する 指示なのか
あるいは サンプルサイズ(抜取数)も変更対象になるのか
この点について、JISもしくは関連規格の公式な説明や根拠となる文書がありましたら、ご教示いただけますと幸いです。
よろしくお願いいたします。